






ਮੋਟਲ ਬਿੱਟਟ ਗਰਮ ਫੋਰਗਿੰਗ ਫਰਨੇਸ
ਵੇਰਵਾ
ਹਾਟ ਫਾਰਮਿੰਗ ਤੋਂ ਪਹਿਲਾਂ ਤੌਹ / ਅਲਮੀਨੀਅਮ / ਲੋਹੇ ਦੇ ਸਟੀਲ ਬਿਲਿਟ ਦੀ ਗਰਮਾਈ ਲਈ ਮਿਸ਼ਰਣ ਬਿੱਟਟ ਗੈਟ ਫੋਰਜੀਨ ਫਰਨੇਸ.
ਆਕਸ਼ਨ ਹੀਟਿੰਗ ਮੈਟਲਜ਼ ਬਿੱਲੇਟ ਗਰਮ ਫੋਰਜੀੰਗ ਇੰਡਸਟਰੀ ਵਿਚ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਨੌਕਰੀ ਕਰਦਾ ਹੈ ਤਾਂ ਜੋ ਬੈਟਲ ਨੂੰ ਗਰਮ ਕਰਨ ਲਈ ਵਰਤਿਆ ਜਾ ਸਕੇ ਜੋ ਗਰਮ ਵਿਚ ਜਾ ਵੱਜੀ ਹੋਵੇ. ਸਟੀਲ ਵਰਕਿੰਗ ਉਦਯੋਗ ਵਿੱਚ, ਕਾਰਬਨ ਸਮੱਗਰੀ ਅਤੇ ਸ਼ਮੂਲੀਅਤ ਦੇ ਤੱਤ ਦੇ ਅਨੁਸਾਰ ਗਰਮ ਫੋਰਿੰਗ ਸਟੀਲ 1000 OC-1250 OC ਦੇ ਆਸਪਾਸ ਤਾਪਮਾਨਾਂ ਨੂੰ ਗਰਮ ਕਰਦੇ ਹਨ. ਗਰਮ ਫੋਰਗਿੰਗ ਪ੍ਰਕਿਰਿਆ ਲਈ ਕ੍ਰਿਟ ਵਿਭਾਗੀ ਸਾਈਡ ਦੇ ਨਾਲ ਅਤੇ ਬਿੱਟਲੇ ਦੇ ਆਲੇ-ਦੁਆਲੇ ਦੇ ਪਾਸੇ ਦੋਨੋ ਇਕੋ ਜਿਹੇ ਬਿੱਲੇਟ ਦੀ ਉੱਚ ਤਾਪਮਾਨ ਨੂੰ ਹੀਟਿੰਗ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ. ਆਮ ਤੌਰ 'ਤੇ ਬਿੱਲੇ ਦਾ ਸ਼ੁਰੂਆਤੀ ਤਾਪਮਾਨ ਕਮਰੇ ਦੇ ਤਾਪਮਾਨ ਵਿਚ ਹੁੰਦਾ ਹੈ ਅਤੇ ਹੌਟ ਫੋਰਗਿੰਗ ਪ੍ਰਕਿਰਿਆ ਲਈ ਰਿਕਰੀਸਟੇਲਾਈਜ਼ੇਸ਼ਨ ਦੇ ਤਾਪਮਾਨ ਤੋਂ ਉਪਰ ਗਰਮੀ ਕਰਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ. ਗਰਮ ਫੋਰਿੰਗ ਵਿਚ ਧਾਤ ਨੂੰ ਗਰਮੀ ਵਿਚ ਪਾਉਣ ਦੇ ਕਈ ਤਰੀਕੇ ਹਨ ਜਿਵੇਂ ਕਿ ਇਨਕਾਸ਼ਨ ਹੀਟਿੰਗ, ਗੈਸ ਪਾਈ ਗਈ ਭੱਠੀ, ਤੇਲ ਦੀ ਭੱਠੀ ਭੱਠੀ, ਇਨਫਰਾਰੈੱਡ ਹੀਟਰ ਅਤੇ ਬਿਜਲੀ ਦੇ ਪ੍ਰਤੀਕਰਮ ਹੀਟਰ. ਹੌਟ ਫੋਰਗਿੰਗ ਵਿਚ ਹੀਟਿੰਗ ਦੇ ਹੋਰ ਢੰਗਾਂ ਉੱਤੇ ਇੰਨਡਨਿੰਗ ਹੀਟਿੰਗ ਦੇ ਕਈ ਫਾਇਦੇ ਹਨ. ਸਭ ਤੋਂ ਪਹਿਲਾਂ, ਇੰਡੈਕਸ ਹੀਟਿੰਗ ਸਿਸਟਮ ਧਾਤ ਦੇ ਪਰਿਭਾਸ਼ਿਤ ਭਾਗ 'ਤੇ ਬਹੁਤ ਹੀ ਤੇਜ਼ੀ ਨਾਲ ਉੱਚ ਗਰਮੀ ਦੀ ਤੀਬਰਤਾ ਬਣਾਉਂਦਾ ਹੈ. ਇਸ ਤੋਂ ਇਲਾਵਾ, ਇਨਡੈਕਸ ਹੀਟਿੰਗ ਪ੍ਰਣਾਲੀਆਂ ਤੇਜ਼ ਸ਼ੁਰੂਆਤੀ ਪ੍ਰਣਾਲੀਆਂ ਹਨ, ਕਿਉਂਕਿ ਇਨ੍ਹਾਂ ਪ੍ਰਣਾਲੀਆਂ ਨੂੰ ਭੱਠੀ ਦੀ ਗਰਮੀਆਂ ਵਿਚ ਪ੍ਰੀਹੇਟਿੰਗ ਸਮੇਂ ਦੀ ਜ਼ਰੂਰਤ ਨਹੀਂ ਹੁੰਦੀ ਹੈ. ਨਾਲ ਹੀ, ਹੀਟਿੰਗ ਟਾਈਮ ਦੂਜੀ ਤਰੀਕਿਆਂ ਦੇ ਵਿਰੁੱਧ ਬਹੁਤ ਘੱਟ ਹੈ. ਗੈਸ ਅਤੇ ਤੇਲ ਦੀ ਭੱਠੀ ਦੀ ਗਰਮਾਈ ਦੇ ਮੁਕਾਬਲੇ, ਵੱਖ ਵੱਖ ਸਮੇਂ ਲਈ ਇੱਕੋ ਹੀ ਗਰਮ ਵਾਲੀ ਸਥਿਤੀ ਨੂੰ ਕੰਟਰੋਲ ਕਰਨ ਅਤੇ ਦੁਹਰਾਉਣਾ ਸੌਖਾ ਕੰਮ ਕਰਨਾ ਹੈ. ਆਟੋਮੇਸ਼ਨ ਇਨਡੈਕਸ ਹੀਟਿੰਗ ਸਿਸਟਮ ਤੇ ਲਾਗੂ ਕੀਤੇ ਜਾ ਸਕਦੇ ਹਨ. ਇਸ ਲਈ ਘੱਟੋ ਘੱਟ ਦੁਕਾਨ ਦੀ ਜਗ੍ਹਾ ਦੀ ਲੋੜ ਹੋਵੇਗੀ. ਆਕਸ਼ਨ ਹੀਟਿੰਗ ਇਹ ਵੀ ਵਧੇਰੇ ਊਰਜਾ ਕੁਸ਼ਲ ਅਤੇ ਵਧੇਰੇ ਵਾਤਾਵਰਣ ਪੱਖੀ ਹੈ. ਗੈਸ ਅਤੇ ਤੇਲ ਦੀ ਭੱਠੀ ਦੀ ਗਰਮ ਵਿਚ ਹੋਣ ਦੇ ਨਾਤੇ ਵਾਤਾਵਰਣ ਵਿਚ ਕੋਈ ਵੀ ਹਾਨੀਕਾਰਕ ਬਲਨ ਉਤਪੰਨ ਨਹੀਂ ਹੋਵੇਗਾ. ਹੋਰ ਅੱਗੇ ਗੈਸ ਪਲਾਇਣ ਭੱਠੀਆਂ ਦਾ ਨਤੀਜਾ ਸਕੇਲ ਗਠਨ ਦੇ ਕਾਰਨ ਗਰੀਬ ਸਤਹ ਦੀ ਗੁਣਵੱਤਾ ਦਾ ਨਤੀਜਾ ਹੈ. ਇੰਨਡੈਕਸ ਹੀਟਿੰਗ ਪਦਾਰਥ ਬਣਾਉਣ ਅਤੇ ਗਰਮ ਬਿੱਟ 'ਤੇ ਡੇਕਰਬੀਟੀਕਰਨ ਵਿਚ ਮਹੱਤਵਪੂਰਨ ਕਟੌਤੀ ਪ੍ਰਦਾਨ ਕਰਦਾ ਹੈ.
ਉਤਪਾਦ ਵੇਰਵਾ
ਕਈ ਤਰ੍ਹਾਂ ਦੀਆਂ ਬਾਰ ਸਮੱਗਰੀਆਂ ਨੂੰ ਗਰਮ ਕਰਨ ਲਈ: ਜਿਵੇਂ ਸਟੀਲ ਅਤੇ ਲੋਹਾ, ਕਾਂਸੀ, ਪਿੱਤਲ, ਅਲਮੀਨੀਅਮ ਅਲਾਇਡ, ਆਦਿ.
ਸਿਰਫ਼ ਸੰਦਰਭ ਲਈ ਤਸਵੀਰ, ਰੰਗ ਵੱਖਰੀ ਸ਼ਕਤੀ ਨਾਲ ਬਦਲਿਆ ਜਾ ਸਕਦਾ ਹੈ.
ਕਾਰਜ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਅਤੇ ਗਾਹਕ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਅਨੁਸਾਰ ਅਨੁਕੂਲਿਤ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ.
ਫੀਚਰ ਅਤੇ ਫਾਇਦੇ:
1. ਆਟੋਮੈਟਿਕ: ਆਟੋਮੈਟਿਕ ਫੀਡਿੰਗ, ਵਰਕ-ਟੁਕੜੇ ਦੀ ਸਵੈਚਾਲਤ ਚੋਣ ਚੰਗੀ ਜਾਂ ਮਾੜੀ, ਤਾਪਮਾਨ ਦਾ ਸਵੈਚਾਲਤ ਮਾਪ, ਆਟੋਮੈਟਿਕ ਡਿਸਚਾਰਜ.
2. ਏਕੀਕ੍ਰਿਤ ਡਿਜ਼ਾਈਨ: ਇੰਸਟਾਲੇਸ਼ਨ ਦਾ ਸਮਾਂ, ਲਾਗਤ ਅਤੇ ਜਗ੍ਹਾ ਬਚਾਓ.
3. ਓਪਰੇਸ਼ਨ ਪੈਨਲ ਏਮਬੇਡਡ ਮਸ਼ੀਨ ਓਪਰੇਟਿੰਗ ਰਾਜਾਂ ਪ੍ਰਦਰਸ਼ਿਤ ਕਰਦਾ ਹੈ, ਨੁਕਸ ਨਿਦਾਨ ਦੀ ਸਹੂਲਤ ਲਈ.
| ਫੀਚਰ | ਵੇਰਵਾ | |
| 1 | ਤੇਜ਼ ਅਤੇ ਸਥਾਈ ਤਾਪ ਕਰਨਾ | ਰਵਾਇਤੀ ਤਰੀਕੇ ਨਾਲੋਂ 20% - 30% ਬਿਜਲੀ electricਰਜਾ ਦੀ ਬਚਤ;
ਹਾਈ ਕੁਸ਼ਲਤਾ ਅਤੇ ਘੱਟ ਊਰਜਾ ਖਪਤ |
| 2 | ਆਕਾਰ ਵਿਚ ਛੋਟਾ | ਸਥਾਪਿਤ ਕਰਨ, ਚਲਾਉਣ ਅਤੇ ਮੁਰੰਮਤ ਕਰਨ ਲਈ ਸੌਖਾ |
| 3 | ਸੁਰੱਖਿਅਤ ਅਤੇ ਭਰੋਸੇਯੋਗ | ਕੋਈ ਉੱਚ ਵੋਲਟੇਜ ਨਹੀਂ, ਤੁਹਾਡੇ ਕਰਮਚਾਰੀਆਂ ਲਈ ਬਹੁਤ ਸੁਰੱਖਿਅਤ ਹੈ |
| 4 | ਇੱਕ ਠੰਢਾ ਕਰਨ ਵਾਲੇ ਪ੍ਰਸਾਰਣ ਸਿਸਟਮ | 24 ਘੰਟੇ ਨਿਰੰਤਰ ਚਲਾਉਣ ਦੇ ਸਮਰੱਥ |
| 5 | ਪੂਰੀ ਸਵੈ-ਸੁਰੱਖਿਆ ਕਰੋ ਫੰਕਸ਼ਨ |
ਅਲਾਰਮ ਦੀਆਂ ਬਹੁਤ ਸਾਰੀਆਂ ਕਿਸਮਾਂ ਓਵਰ-ਵੋਲਟਜ, ਓਵਰ-ਵੋਲਟੇਜ, ਗਰਮ ਪਾਣੀ ਦੀ ਘਾਟ ਆਦਿ. ਇਹ ਲੈਂਪ ਮਸ਼ੀਨ ਤੇ ਕਾਬੂ ਅਤੇ ਸੁਰੱਖਿਆ ਕਰ ਸਕਦੇ ਹਨ. |
| 6 | ਵਾਤਾਵਰਨ ਸੁਰੱਖਿਆ | ਲਗਭਗ ਆਕਸੀਾਈਡ ਪਰਤ, ਕੋਈ ਨਿਕਾਸ ਨਾ ਕੀਤਾ, ਨਾ ਬੇਕਾਰ ਪਾਣੀ |
| 7 | ਆਈ ਜੀ ਐੱਮ ਬੀ ਕਿਸਮ | ਕਿਸੇ ਗੈਰ-ਸਬੰਧਿਤ ਇਲੈਕਟ੍ਰਿਕ ਨੈੱਟ ਦੇ ਰੁਕਾਵਟ ਤੋਂ ਬਚੋ; ਮਸ਼ੀਨ ਦੀ ਲੰਬੀ ਜ਼ਿੰਦਗੀ ਨੂੰ ਯਕੀਨੀ ਬਣਾਓ. |
ਧਾਤਾਂ ਦੇ ਪੈਰਾਮੀਟਰ ਨੂੰ ਗਰਮ ਭਰੀ ਭੱਠੀ ਭੱਠੀ:
| DW-MF-200 | DW-MF-250 | DW-MF-300 | DW-MF-400 | DW-MF-500 | DW-MF-600 | ||
| ਇੰਪੁੱਟ ਵੋਲਟਜ | 3phases, 380V / 410V / 440V, 50 / 60Hz | ||||||
| ਅਧਿਕਤਮ ਇੰਪੁੱਟ ਮੌਜੂਦਾ | 320A | 400A | 480A | 640A | 800A | 960A | |
| ਓਸਿਲਿਲਟਿੰਗ ਬਾਰੰਬਾਰਤਾ | 0.5KHz ^ 20KHz (ਓਸੀਲੇਟਿੰਗ ਆਵਿਰਤੀ ਨੂੰ ਹੀਟਿੰਗ ਵਾਲੇ ਹਿੱਸੇ ਦੇ ਅਕਾਰ ਅਨੁਸਾਰ ਤਬਦੀਲ ਕੀਤਾ ਜਾਵੇਗਾ) | ||||||
| ਡਿਊਟੀ ਚੱਕਰ ਲੋਡ ਹੋ ਰਿਹਾ ਹੈ | 100%, 24h ਨਿਰੰਤਰ ਕੰਮ ਕਰਦੇ ਹਨ | ||||||
| ਠੰਢਾ ਪਾਣੀ ਦੀ ਇੱਛਾ | 0.1 ਐਮਪੀਏ | ||||||
| ਮਾਪ | ਮੇਜ਼ਬਾਨ | 1000X800X1500mm | 1500X800X2800mm | 850X1700X1900mm | |||
| ਐਕਸਟੈਂਸ਼ਨ | ਐਕਸਟੈਂਸ਼ਨ ਨੂੰ ਹੀਟਿੰਗ ਵਾਲੇ ਹਿੱਸੇ ਦੇ ਸਮਗਰੀ ਅਤੇ ਆਕਾਰ ਮੁਤਾਬਕ ਬਦਲਿਆ ਜਾਏਗਾ | ||||||
| ਭਾਰ | 110kg | 150kg | 160kg | 170kg | 200kg | 220kg | |
| ਵਿਸਥਾਰ ਦੇ ਆਕਾਰ ਤੇ ਨਿਰਭਰ | |||||||
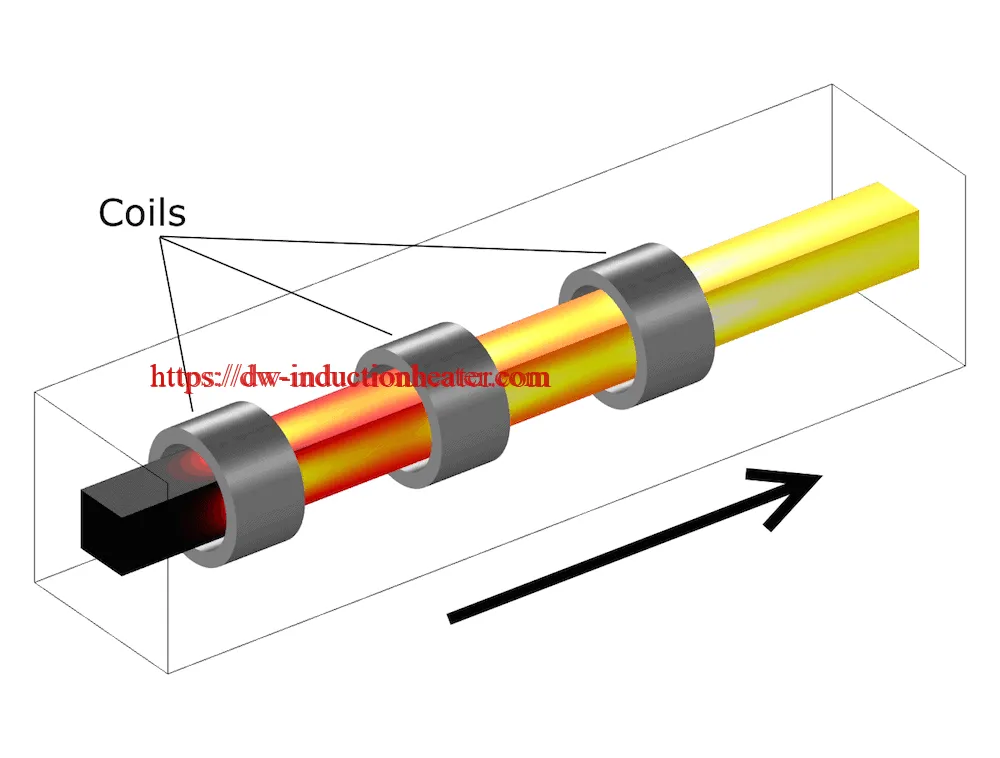
ਮਿਸ਼ਰਤ ਧਾਤ ਵਿਚ ਮੈਟਲ ਬਿੱਟਟ ਗਰਮ ਭੋਰਨ ਭੱਠੀ ਵਿਚ ਸਾਰਾ ਬਿੱਲੀ ਜਾਂ ਸਲਗ ਗਰਮ ਹੁੰਦਾ ਹੈ. ਆਮ ਤੌਰ 'ਤੇ ਛੋਟੇ ਬਿੱਟ ਜਾਂ ਗੋਭੀ ਲਈ ਇਕ ਹੌਪੋਰਟਰ ਜਾਂ ਕਟੋਰੇ ਦਾ ਇਸਤੇਮਾਲ ਰੋਲਰਾਂ, ਚੇਨ ਨਾਲ ਚੱਲਣ ਵਾਲੇ ਟਰੈਕਟਰ ਯੂਨਿਟ ਜਾਂ ਕੁਝ ਮਾਮਲਿਆਂ ਵਿਚ ਨਿਊ ਮੈਟਿਕ ਪੋਸਰਾਂ ਨੂੰ ਵੱਢਣ ਲਈ ਬਿੱਲੀਆਂ ਨੂੰ ਆਪਣੇ ਆਪ ਪੇਸ਼ ਕਰਨ ਲਈ ਕੀਤਾ ਜਾਂਦਾ ਹੈ. ਬਿੱਲਟਾਂ ਨੂੰ ਫਿਰ ਪਾਣੀ ਦੇ ਠੰਢੇ ਰੇਲਿਆਂ ਜਾਂ ਸਿਰੇਮਿਕ ਲਿਨਰਾਂ ਤੋਂ ਬਾਅਦ ਦੂਜੀ ਦੇ ਪਿੱਛੇ ਕੁਰਲੀ ਰਾਹੀਂ ਚਲਾਇਆ ਜਾਂਦਾ ਹੈ ਜਿਸ ਨਾਲ ਘੁਲਣਸ਼ੀਲਤਾ ਘੱਟ ਜਾਂਦੀ ਹੈ ਅਤੇ ਪਹਿਣਨ ਨੂੰ ਰੋਕਦਾ ਹੈ. ਕੁਇਲ ਦੀ ਲੰਬਾਈ ਲੋੜੀਂਦੀ ਸਮਾਈ ਦਾ ਸਮਾਂ ਹੈ, ਚੱਕਰ ਪ੍ਰਤੀ ਪ੍ਰਤੀ ਭਾਗ ਅਤੇ ਬਿੱਟ ਦੀ ਲੰਬਾਈ. ਹਾਈ ਵੋਲੁਜ਼ ਵੱਡੀਆਂ ਕਰਾਸ ਭਾਗਾਂ ਵਿੱਚ ਇਹ ਕੁੱਝ 4 ਜਾਂ 5 ਕੁਇਲ ਦੇ ਲਈ ਸੀਰੀਜ਼ ਵਿੱਚ 5 ਜਾਂ 16 ਕੋਇਲ ਹੋਣ ਦਾ ਕੋਈ ਅਸਾਧਾਰਨ ਨਹੀਂ ਹੁੰਦਾ.







