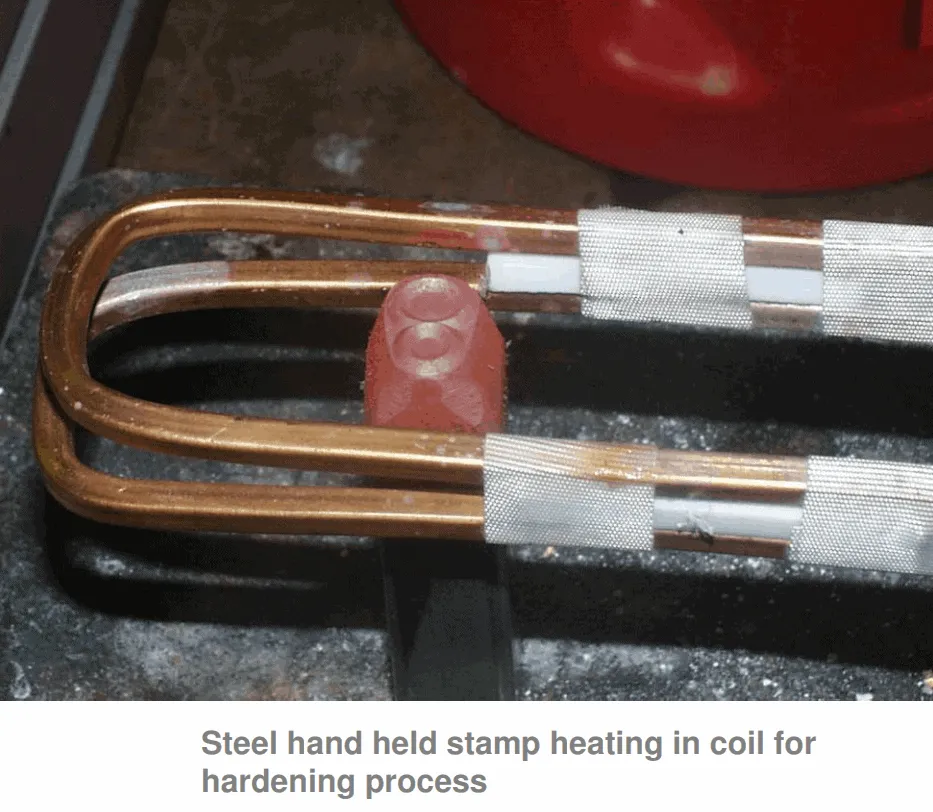
ਇੰਡਕਸ਼ਨ ਹਾਰਡਨਿੰਗ ਅਤੇ ਟੈਂਪਰਿੰਗ

ਇੰਡਕਸ਼ਨ ਹਾਰਡਨਿੰਗ ਅਤੇ ਟੈਂਪਰਿੰਗ ਸਰਫੇਸ ਪ੍ਰਕਿਰਿਆ ਇੰਡਕਸ਼ਨ ਹਾਰਡਨਿੰਗ ਇੰਡਕਸ਼ਨ ਹਾਰਡਨਿੰਗ ਸਟੀਲ ਦੀ ਕਠੋਰਤਾ ਅਤੇ ਮਕੈਨੀਕਲ ਤਾਕਤ ਨੂੰ ਵਧਾਉਣ ਲਈ ਆਮ ਤੌਰ 'ਤੇ ਤੇਜ਼ੀ ਨਾਲ ਠੰਡਾ ਹੋਣ ਤੋਂ ਬਾਅਦ ਗਰਮ ਕਰਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਹੈ। ਇਸ ਲਈ, ਸਟੀਲ ਨੂੰ ਉੱਪਰਲੇ ਨਾਜ਼ੁਕ (850-900ºC ਦੇ ਵਿਚਕਾਰ) ਤੋਂ ਥੋੜ੍ਹਾ ਉੱਚੇ ਤਾਪਮਾਨ 'ਤੇ ਗਰਮ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਫਿਰ ਘੱਟ ਜਾਂ ਤੇਜ਼ੀ ਨਾਲ ਠੰਡਾ ਕੀਤਾ ਜਾਂਦਾ ਹੈ (ਇਸ 'ਤੇ ਨਿਰਭਰ ਕਰਦਾ ਹੈ ... ਹੋਰ ਪੜ੍ਹੋ