
ਇੰਡਕਸ਼ਨ ਸਟੀਲ ਵਾਇਰ ਟੈਂਪਰਿੰਗ
ਵੇਰਵਾ
ਇੰਡਕਸ਼ਨ ਸਟੀਲ ਵਾਇਰ ਟੈਂਪਰਿੰਗ ਪ੍ਰੋਸੀ ਐਪਲੀਕੇਸ਼ਨ
ਇੰਡੈਸਿੰਗ ਤੈਦਰ ਕੀ ਹੈ?
ਇੰਡਕਸ਼ਨ ਟੈਂਪਰਿੰਗ ਇੱਕ ਗਰਮ ਕਰਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਹੈ ਜੋ ਵਰਕਪੀਸਾਂ ਵਿੱਚ ਕਠੋਰਤਾ ਅਤੇ ਘਣਤਾ ਵਰਗੇ ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਨੂੰ ਅਨੁਕੂਲ ਬਣਾਉਂਦੀ ਹੈ ਜੋ ਪਹਿਲਾਂ ਹੀ ਸਖਤ ਕਰ ਦਿੱਤੀ ਗਈ ਹੈ.
ਇੰਡਕਸ਼ਨ ਸਟੀਲ ਵਾਇਰ ਟੈਂਪਰਿੰਗ
ਅਸੀਂ ਉੱਚ ਗੁਣਵੱਤਾ, ਤੇਜ਼ ਤਬਦੀਲੀ, ਸ਼ਾਨਦਾਰ ਗਾਹਕ ਸੇਵਾ ਅਤੇ ਮੁਕਾਬਲੇ ਦੀਆਂ ਕੀਮਤਾਂ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਂਦੇ ਹਾਂ.
ਐਚਐਲਕਿQ ਇੰਡਕਸ਼ਨ ਹੀਟ ਟ੍ਰੀਟਿੰਗ ਇੰਡਸਟਰੀ ਦਾ ਇੱਕ ਨੇਤਾ ਹੈ ਜੋ ਚੀਨ ਵਿੱਚ ਇੰਡਕਸ਼ਨ ਟੈਂਪਰਿੰਗ ਸਮੇਤ ਕਈ ਤਰ੍ਹਾਂ ਦੇ ਗਰਮੀ ਦਾ ਇਲਾਜ ਕਰਨ ਵਾਲੀਆਂ ਸੇਵਾਵਾਂ ਪ੍ਰਦਾਨ ਕਰਦਾ ਹੈ. ਇੰਡਕਸ਼ਨ ਟੈਂਪਰਿੰਗ ਇਕ ਗਰਮੀ ਦਾ ਇਲਾਜ ਕਰਨ ਵਾਲੀ ਪ੍ਰਕਿਰਿਆ ਹੈ ਜੋ ਆਮ ਤੌਰ 'ਤੇ ਇੰਡੈਕਸਨ ਸਖਤ ਕਰਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਪੂਰੀ ਹੋਣ ਤੋਂ ਬਾਅਦ ਕੀਤੀ ਜਾਂਦੀ ਹੈ. ਇਹ ਲੋੜੀਂਦੀ ਕਠੋਰਤਾ ਦੀ ਰੇਂਜ ਤੱਕ ਪਹੁੰਚਣ ਲਈ ਜਾਂ ਵਧ ਰਹੀ ਤਣਾਅ ਦੁਆਰਾ ਹਿੱਸਾ ਨੂੰ ਕਠੋਰ ਕਰਨ ਲਈ, ਇੰਡਕਸ਼ਨ ਕਠੋਰ ਪ੍ਰਕਿਰਿਆ ਨਾਲੋਂ ਘੱਟ ਤਾਪਮਾਨ ਤੇ ਕੀਤੀ ਜਾਂਦੀ ਹੈ. ਸਟੀਲ ਦੀ ਇੰਡਕਸ਼ਨ ਟੈਂਪਰਿੰਗ ਆਮ ਤੌਰ 'ਤੇ ਘੱਟ ਫ੍ਰੀਕੁਐਂਸੀ ਦੇ ਨਾਲ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਤਾਂ ਜੋ ਸਕਿੰਟਾਂ ਵਿਚ ਫਰਨੇਸ ਟੈਂਪਰਿੰਗ ਐਪਲੀਕੇਸ਼ਨਾਂ ਵਾਂਗ ਨਤੀਜੇ ਆਉਂਦੇ ਹਨ ਜੋ ਆਮ ਤੌਰ' ਤੇ ਘੰਟੇ ਲੈਂਦੇ ਹਨ.
ਉਦੇਸ਼:
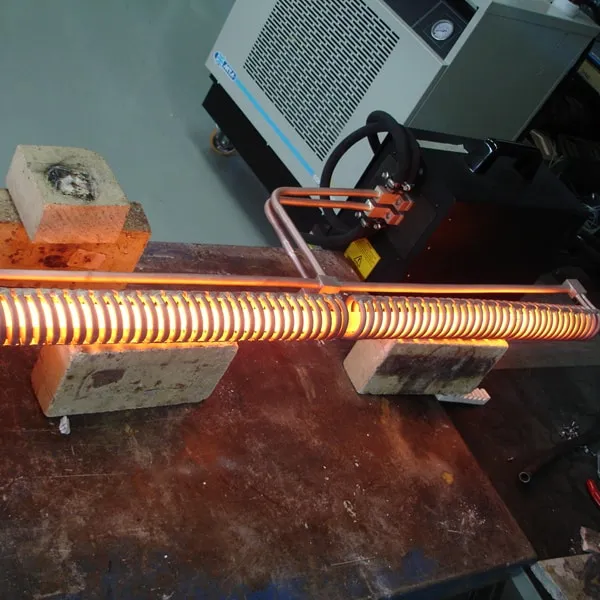
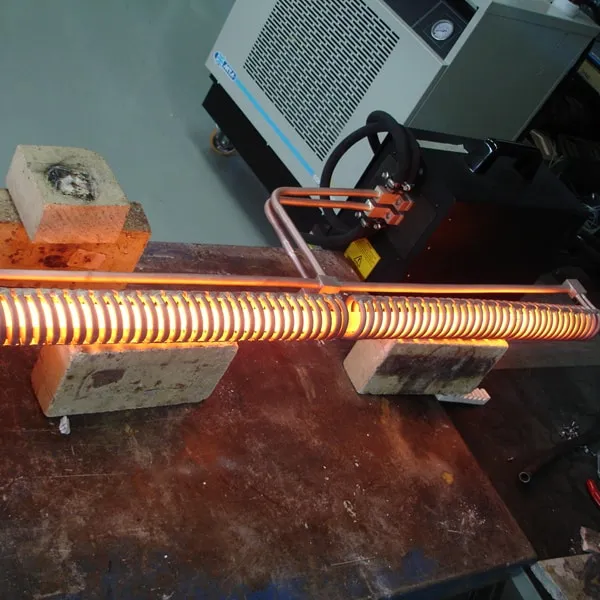
ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਇਕ ਨਿਰੰਤਰ ਟੈਂਪਰਿੰਗ ਪ੍ਰਕਿਰਿਆ 'ਤੇ ਲਾਗੂ ਹੁੰਦੀ ਹੈ ਜਿਸ ਵਿਚ ਵਾਇਰ ਸਟਾਕ ਉਤਪਾਦਨ ਦੀ ਗਤੀ' ਤੇ ਇੰਡਕਸ਼ਨ ਕੁਆਇਲ ਦੁਆਰਾ ਖੁਆਇਆ ਜਾਂਦਾ ਹੈ.
ਪਦਾਰਥ: ਸਟੀਲ ਤਾਰ 3mm ਤੋਂ 12mm ਵਿਆਸ
ਤਾਪਮਾਨ: 1922 ºF (1050 ºC)
ਫ੍ਰੀਕਿਊਂਸੀ: 90 driver ਵਰਤਣ
ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਉਪਕਰਣ: DW-UHF-60 kW, 100 kHz ਆਵਾਜਾਈ ਹੀਟਿੰਗ ਸਿਸਟਮ, ਇੱਕ ਰਿਮੋਟ ਵਰਕਹੈੱਡ ਨਾਲ ਲੈਸ ਹੈ ਜਿਸ ਵਿੱਚ ਕੁੱਲ 1.0 μF ਲਈ ਅੱਠ 2 μF ਕੈਪੀਸੀਟਰ ਹੁੰਦੇ ਹਨ
- ਤਾਰਾਂ ਦੀ ਸੀਮਾ ਨੂੰ toਕਣ ਲਈ ਇਸ ਐਪਲੀਕੇਸ਼ਨ ਲਈ ਵਿਸ਼ੇਸ਼ ਤੌਰ 'ਤੇ ਤਿਆਰ ਕੀਤੇ ਗਏ ਤਿੰਨ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਕੋਇਲੇ ਤਿਆਰ ਕੀਤੇ ਗਏ ਹਨ
ਵਿਆਸ.
 ਇੰਡਕਸ਼ਨ ਟੈਂਪਰਿੰਗ ਪ੍ਰਕਿਰਿਆ:
ਇੰਡਕਸ਼ਨ ਟੈਂਪਰਿੰਗ ਪ੍ਰਕਿਰਿਆ:

ਤਾਰ ਦਾ ਭੰਡਾਰ 6 ਮੀਟਰ / ਮਿੰਟ ਦੀ ਦਰ ਨਾਲ ਚਾਲੀ-ਵਾਰੀ ਦੇ ਹੇਲਿਕਲ ਕੋਇਲ ਦੁਆਰਾ ਖੁਆਇਆ ਜਾਂਦਾ ਹੈ, ਜਿਸ ਨਾਲ ਤਣਾਅ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਪ੍ਰਭਾਵਤ ਕਰਨ ਲਈ ਲੋੜੀਂਦੇ ਤਾਪਮਾਨ ਤੇ ਪਹੁੰਚ ਜਾਂਦਾ ਹੈ. ਇਸ ਤਰ੍ਹਾਂ ਦੇ 20 ਵਾਰੀ ਹੇਲਿਕਲ ਕੋਇਲ ਸਭ ਤੋਂ ਵੱਡੇ ਤਾਰ ਵਿਆਸ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ
ਬਿਰਤਾਂਤ ਪ੍ਰਕਿਰਿਆ:
ਛੋਟੇ ਵਿਆਸ ਦੀਆਂ ਤਾਰਾਂ ਵਿਚ ਨਿਰਾਸ਼ਾਜਨਕ ਗਰਮੀ ਬਦਲੀ ਦੇ ਨਾਲ ਇੱਕ ਗੈਸਫਾਇਰਡ ਭੱਠੀ ਵਿੱਚ 6 ਸਟਾਕ ਫੀਡ-ਲਾਈਨਾਂ ਦੀ ਦੇਖਭਾਲ ਦੀ ਲੋੜ ਹੈ. ਇੰਡਕਸ਼ਨ ਲਈ 50% ਘੱਟ energyਰਜਾ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ ਅਤੇ ਉਤਪਾਦਨ-ਲਾਈਨ ਦੇ ਨਿਸ਼ਾਨ 90% ਘਟਾਉਂਦੇ ਹਨ
ਨਤੀਜੇ / ਲਾਭ ਆਕਸ਼ਨ ਹੀਟਿੰਗ ਮੁਹੱਈਆ ਕਰਦਾ ਹੈ:
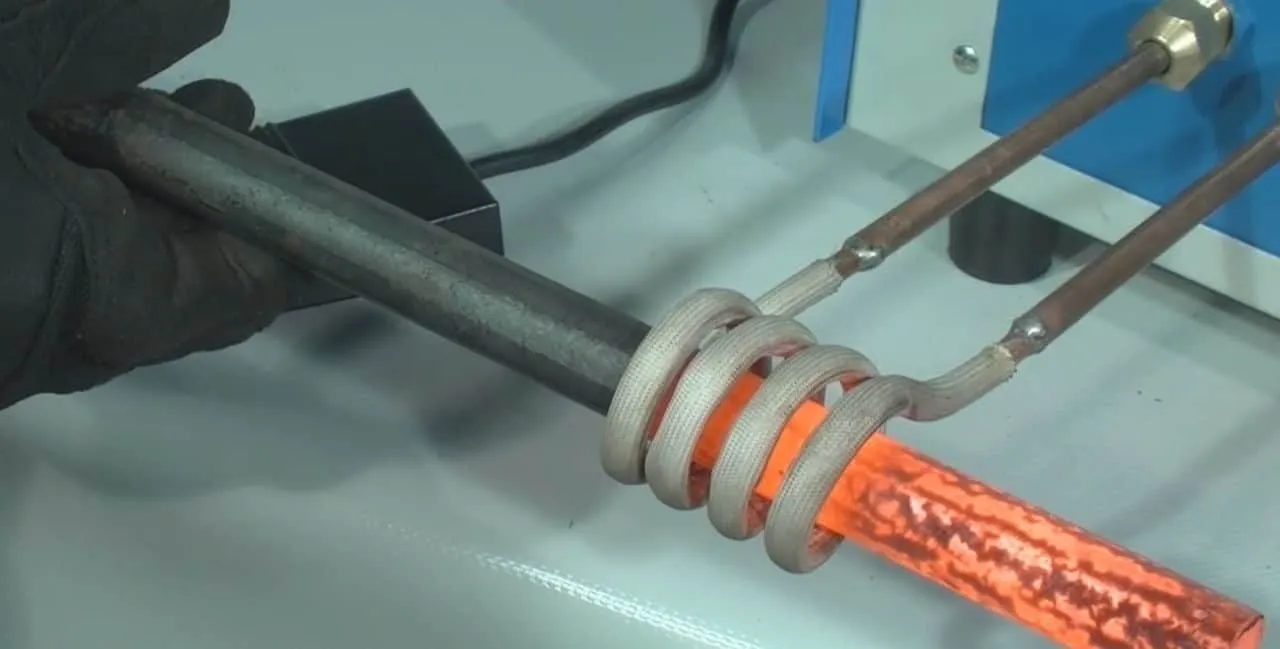
- theਰਜਾ ਅਤੇ ਸਮੇਂ ਦੀ ਬਚਤ ਕਰਦਿਆਂ ਸਿੱਧੇ ਤਾਰ ਵਿਚ ਗਰਮੀ ਲਗਾਓ
- ਉਤਪਾਦਨ ਲਾਈਨ ਵਿੱਚ ਅਸਾਨ ਏਕੀਕਰਣ, ਥ੍ਰੁਪੁੱਟ ਵਿੱਚ ਸੁਧਾਰ
- ਗਰਮੀ ਦਾ ਸਹੀ ਕੰਟਰੋਲ
- ਤਾਰ ਦੇ ਅੰਦਰ ਗਰਮੀ ਦੀ ਵੰਡ ਵੀ
ਇਹ ਕਿੱਥੇ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ?
ਇੰਡਕਸ਼ਨ ਟੈਂਪਰਿੰਗ ਆਟੋਮੋਟਿਵ ਉਦਯੋਗ ਵਿੱਚ ਵਿਆਪਕ ਤੌਰ ਤੇ ਸਤ੍ਹਾ-ਸਖ਼ਤ ਹੋਣ ਵਾਲੇ ਹਿੱਸੇ ਜਿਵੇਂ ਕਿ ਸ਼ੈਫਟ, ਬਾਰਾਂ ਅਤੇ ਜੋੜਾਂ ਨੂੰ ਭਰਮਾਉਂਦੀ ਹੈ. ਪ੍ਰਕਿਰਿਆ ਦੀ ਵਰਤੋਂ ਟਿ andਬ ਅਤੇ ਪਾਈਪ ਉਦਯੋਗ ਵਿੱਚ ਵਰਤੀ ਜਾਂਦੀ ਕਠਿਨ ਸਖਤ ਮਿਹਨਤ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ. ਇੰਡਕਸ਼ਨ ਟੈਂਪਰਿੰਗ ਕਈ ਵਾਰ ਕਠੋਰ ਸਟੇਸ਼ਨ ਵਿਚ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਇਕ ਵਾਰ ਜਾਂ ਇਕ ਤੋਂ ਕਈ ਵੱਖ-ਵੱਖ ਗੁੱਸੇ ਸਟੇਸ਼ਨਾਂ ਵਿਚ.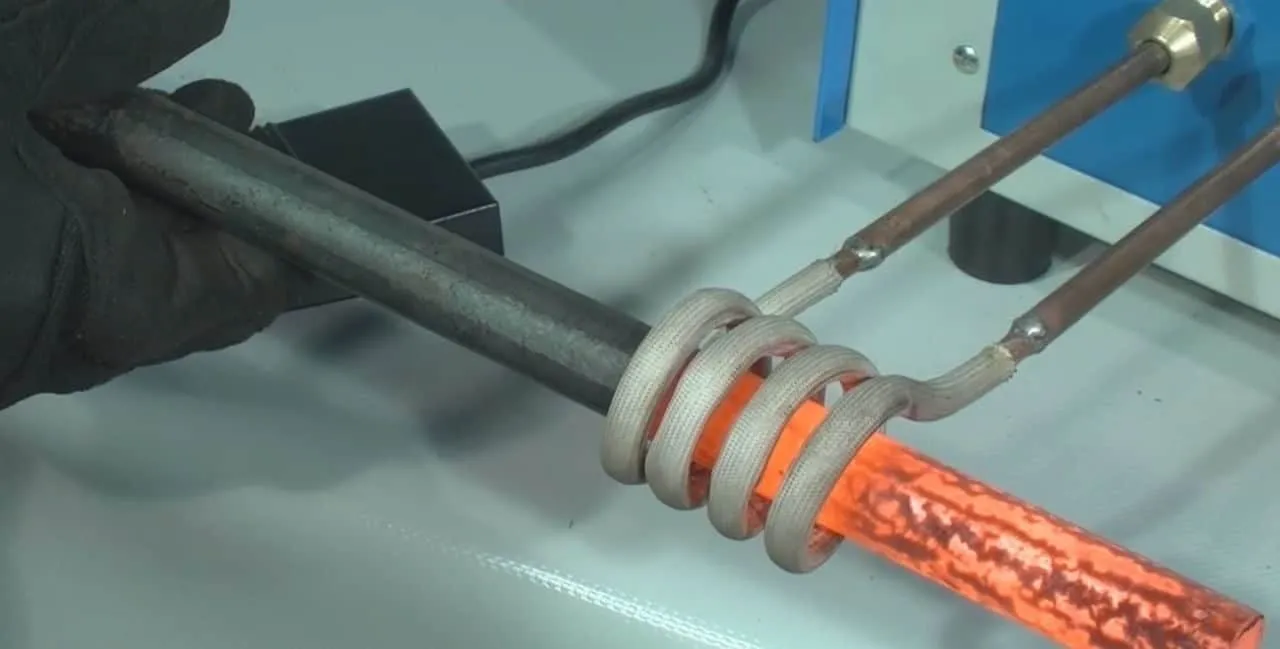
ਇੰਡਕਸ਼ਨ ਟੈਂਪਰਿੰਗ ਦੀ ਵਰਤੋਂ ਕਿਉਂ ਕੀਤੀ ਜਾਵੇ?
ਸਾਡੀ ਇੰਡਕਸ਼ਨ ਟੈਂਪਰਿੰਗ ਪ੍ਰਕਿਰਿਆ ਜਲਦੀ ਨਤੀਜੇ ਤਿਆਰ ਕਰਦੀ ਹੈ. ਕਠੋਰ ਸਟੀਲ ਦਾ ਗੁੱਸਾ ਕਰਨਾ ਸਮੇਂ ਅਤੇ ਤਾਪਮਾਨ ਦੋਵਾਂ ਦਾ ਕੰਮ ਹੈ. ਇੰਡਕਸ਼ਨ ਟੈਂਪਰਿੰਗ ਘੱਟ ਹੀਟਿੰਗ ਟਾਈਮ (ਆਮ ਤੌਰ ਤੇ ਸਿਰਫ ਸਕਿੰਟ) ਅਤੇ ਉੱਚ ਤਾਪਮਾਨ ਦਾ ਇਸਤੇਮਾਲ ਕਰਨ ਲਈ ਭੱਠੀ ਦੇ ਟੈਂਪਰਿੰਗ ਇਲਾਜ ਦੇ ਨਤੀਜੇ ਵਜੋਂ ਪੈਦਾ ਕਰਦੀ ਹੈ ਜਿਸ ਲਈ ਅਕਸਰ ਘੰਟਿਆਂ ਦੀ ਜ਼ਰੂਰਤ ਪੈਂਦੀ ਹੈ. ਇੰਡਕਸ਼ਨ ਟੈਂਪਰਿੰਗ ਸਾਰੇ ਸਖਤ ਹਿੱਸੇ ਤੇ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ. ਨਤੀਜਾ ਵਧਿਆ ਹੋਇਆ ਕਠੋਰਤਾ, ਘਣਤਾ ਅਤੇ ਪ੍ਰਭਾਵ ਦੀ ਤਾਕਤ ਵਾਲਾ ਇਕ ਹਿੱਸਾ ਹੈ.
ਕੀ ਲਾਭ ਹਨ?
ਦਾ ਮੁੱਖ ਫਾਇਦਾ ਆਵਾਜਾਈ ਝੁਕਣਾ ਗਤੀ ਹੈ. ਇੰਡਕਸ਼ਨ ਵਰਕਪੀਸ ਨੂੰ ਮਿੰਟਾਂ ਵਿਚ, ਕਈ ਵਾਰ ਤਾਂ ਕੁਝ ਸਕਿੰਟਾਂ ਵਿਚ ਵੀ ਗੁੱਸਾ ਦੇ ਸਕਦੀ ਹੈ. ਭੱਠੀ ਭੜਾਸ ਕੱ typicallyਣ ਵਿਚ ਕਈਂ ਘੰਟੇ ਲੱਗਦੇ ਹਨ. ਅਤੇ, ਕਿਉਂਕਿ ਇੰਡਕਸ਼ਨ ਟੈਂਪਰਿੰਗ ਇਨਲਾਈਨ ਏਕੀਕਰਣ ਲਈ ਸੰਪੂਰਨ ਹੈ, ਇਸ ਪ੍ਰਕਿਰਿਆ ਵਿਚ ਭਾਗਾਂ ਦੀ ਗਿਣਤੀ ਨੂੰ ਘਟਾਉਂਦਾ ਹੈ. ਇੰਡਕਸ਼ਨ ਟੈਂਪਰਿੰਗ ਵਿਅਕਤੀਗਤ ਵਰਕਪੀਸਾਂ ਦੇ ਗੁਣਵਤਾ ਨਿਯੰਤਰਣ ਦੀ ਸਹੂਲਤ ਦਿੰਦੀ ਹੈ. ਏਕੀਕ੍ਰਿਤ ਇੰਡਕਸ਼ਨ ਟੈਂਪਰ ਸਟੇਸ਼ਨ ਵੀ ਕੀਮਤੀ ਫਲੋਰ ਸਪੇਸ ਦੀ ਬਚਤ ਕਰਦੇ ਹਨ.