
ਇਲੈਕਸ਼ਨ ਫੋਰਿੰਗ ਸਟੀਲ ਸਟ੍ਰਿਪ
ਵੇਰਵਾ
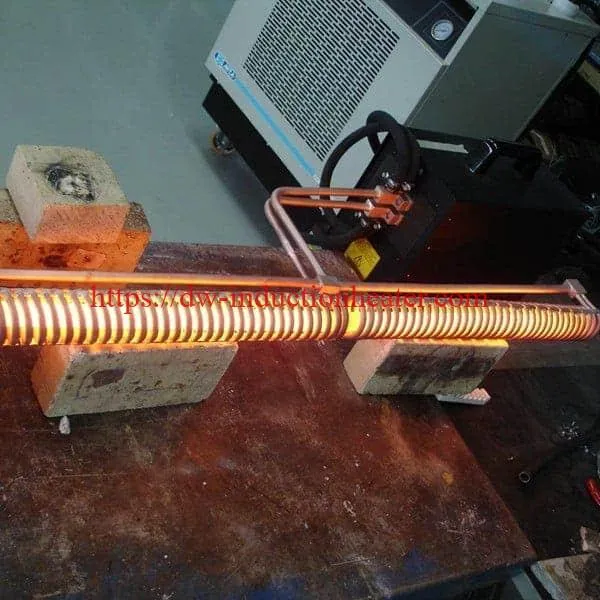
ਆਵਰਤੀ ਤਾਪ ਸਿਸਟਮ ਨਾਲ ਇਲੈਕਸ਼ਨ ਫੋਰਿੰਗ ਸਟੀਲ ਸਟ੍ਰਿਪ
ਉਦੇਸ਼ ਘੋੜੇ ਦੀਆਂ ਜੁੱਤੀਆਂ ਦੇ ਉਤਪਾਦਨ ਲਈ ਫੋਰਜਿੰਗ ਪ੍ਰਕਿਰਿਆ ਤੋਂ ਪਹਿਲਾਂ 1025 ਸਟੀਲ ਤੋਂ 1800 ºF ਤੱਕ ਦੀ ਇੱਕ ਪट्टी ਨੂੰ ਗਰਮ ਕਰਨਾ. ਇਸ ਸਮੇਂ, ਗੈਸਾਂ ਨਾਲ ਭਰੇ ਹੋਏ ਤੰਦੂਰ ਵਿਚ ਖਾਲੀ ਨੂੰ ਕੱਟ ਕੇ ਗਰਮ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਫਿਰ ਪ੍ਰੈਸ ਵਿਚ ਜਾਅਲੀ ਬਣਾਇਆ ਜਾਂਦਾ ਹੈ. ਜਗ੍ਹਾ 'ਤੇ ਇੰਡਕਸ਼ਨ ਕੁਆਇਲ ਦੇ ਨਾਲ, ਸਟੀਲ ਨੂੰ ਇੰਡਕਸ਼ਨ ਕੁਆਇਲ ਅਤੇ ਫੋਰਜਿੰਗ ਪ੍ਰੈਸ ਵਿਚ ਇਕ ਰੋਲ ਤੋਂ ਲਗਾਤਾਰ ਦਿੱਤਾ ਜਾਏਗਾ. ਉਤਪਾਦਨ ਦੀ ਵੱਧ ਰਹੀ ਦਰ ਨੂੰ ਪੂਰਾ ਕਰਨ ਲਈ, 13 ″ ਸਟੀਲ ਭਾਗ ਦੀ ਹੀਟਿੰਗ 10 ਸਕਿੰਟਾਂ ਦੇ ਅੰਦਰ-ਅੰਦਰ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ.
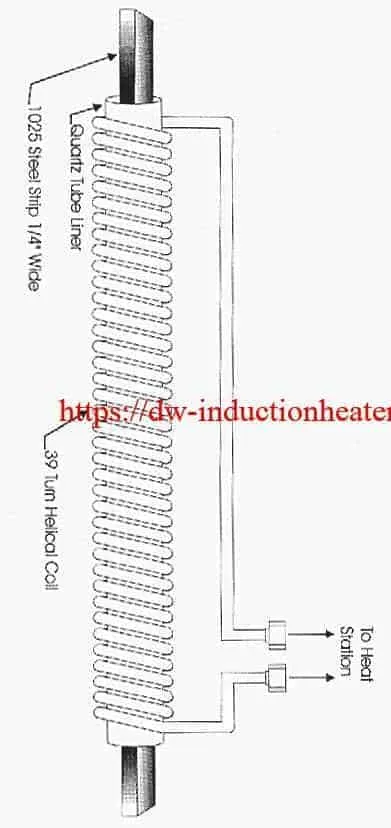
ਪਦਾਰਥ 1025 ਸਟੀਲ ਦੀ ਪੱਟੜੀ ਲਗਭਗ 3/4 ″ ਚੌੜੀ ਅਤੇ 1/4 ″ ਮੋਟਾਈ.
ਤਾਪਮਾਨ 1800 ºF
ਫ੍ਰੀਕੁਐਂਸੀ 50kHz
ਉਪਕਰਣ DW-HF-60kW ਆਉਟਪੁੱਟ ਸੋਲਡ ਸਟੇਟ ਇੰਡਕਸ਼ਨ ਪਾਵਰ ਸਪਲਾਈ ਜਿਸ ਵਿੱਚ ਕੁੱਲ ਸਮਰੱਥਾ 0.5 μF ਹੈ.
ਪ੍ਰਕਿਰਿਆ ਐਮੇਰੀਥਰਮ 40 ਕਿਲੋਵਾਟ ਆਉਟਪੁੱਟ ਸੋਲਡ ਸਟੇਟ ਇੰਡਕਸ਼ਨ ਪਾਵਰ ਸਪਲਾਈ ਹੇਠ ਦਿੱਤੇ ਨਤੀਜਿਆਂ ਨੂੰ ਕੁਸ਼ਲਤਾ ਨਾਲ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਪਾਈ ਗਈ ਸੀ: ਨਤੀਜੇ • 1800 ºF 10 ਸਕਿੰਟਾਂ ਵਿੱਚ ਪਹੁੰਚ ਗਿਆ ਸੀ.
Every ਹਰ 1-5 ਸਕਿੰਟਾਂ ਵਿਚ 10 ਹਿੱਸੇ ਦੀ ਉਤਪਾਦਨ ਦਰ ਨੂੰ ਪੂਰਾ ਕੀਤਾ ਗਿਆ ਸੀ.
Above ਉਪਰੋਕਤ ਨਤੀਜੇ 39 1/1 ″ ਆਈਡੀ ਅਤੇ 2 11/1 ″ ਓਏਲ ਦੇ 2 ਵਾਰੀ ਦੇ ਹੇਲਿਕਲ ਸਟਾਈਲ ਵਰਕ ਕੁਆਇਲ ਦੀ ਵਰਤੋਂ ਦੁਆਰਾ ਪ੍ਰਾਪਤ ਕੀਤੇ ਗਏ ਸਨ.