ਇੰਡੈਕਸ਼ਨ ਬਰੇਜ਼ਿੰਗ ਤਾਂਬੇ ਅਤੇ ਪਿੱਤਲ ਦੀਆਂ ਸਲਾਖਾਂ
ਉਦੇਸ਼
ਟਾਰਚ ਦੇ ਕੰਮ ਨੂੰ ਤਬਦੀਲ ਕਰਨ ਲਈ ਬ੍ਰਜਿੰਗ ਤਾਂਬੇ ਅਤੇ ਪਿੱਤਲ ਦੀਆਂ ਸਲਾਖਾਂ ਅਤੇ ਟੁਕੜਿਆਂ ਨੂੰ ਸ਼ਾਮਲ ਕਰੋ. ਮੌਜੂਦਾ ਟਾਰਚ ਪ੍ਰਕਿਰਿਆ ਦੇ ਨਤੀਜੇ ਵਜੋਂ ਅਸੈਂਬਲੀ ਵਿੱਚ ਬਹੁਤ ਜ਼ਿਆਦਾ ਗੰਦਗੀ ਹੁੰਦੀ ਹੈ, ਅਤੇ ਬ੍ਰੈਜ਼ਿੰਗ ਆਪ੍ਰੇਸ਼ਨ ਤੋਂ ਬਾਅਦ ਵਿਆਪਕ ਰੂਪ ਵਿਚ ਮੁੜ ਕੰਮ ਕਰਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ.
ਉਪਕਰਣ
DW-UHF-40KW ਉੱਚ ਫ੍ਰੀਕੁਐਂਸੀ ਇੰਡਕਸ਼ਨ ਬ੍ਰਜਿੰਗ ਮਸ਼ੀਨ
ਦੋ ਵਾਰੀ ਓਪਨ ਐਂਡ ਕਨਵੇਅਰ ਕੋਇਲ
ਸਮੱਗਰੀ
• ਕਾਪਰ ਕੂਪਨ ਪਲੇਟ ਅਤੇ ਤਾਂਬੇ ਦੀ ਰਾਡ
• ਬ੍ਰੈਜ਼ ਵਾਇਰ - ਈ ਜ਼ੈਡ ਫਲੋ 45
• ਬ੍ਰੈਜ਼ ਦਾ ਮਿਸ਼ਰਤ - 45% ਚਾਂਦੀ, 1/32 ਡੀਆਈਏ
ਟੈਸਟ
ਪਾਵਰ: 30 ਕਿਲੋਵਾਟ
ਤਾਪਮਾਨ: ਲਗਭਗ 1350 ° F (732 ° C)
ਸਮਾਂ: timeਸਤਨ ਸਮਾਂ - 25 ਸਕਿੰਟ
ਪ੍ਰਕਿਰਿਆ ਅਤੇ ਨਤੀਜੇ:
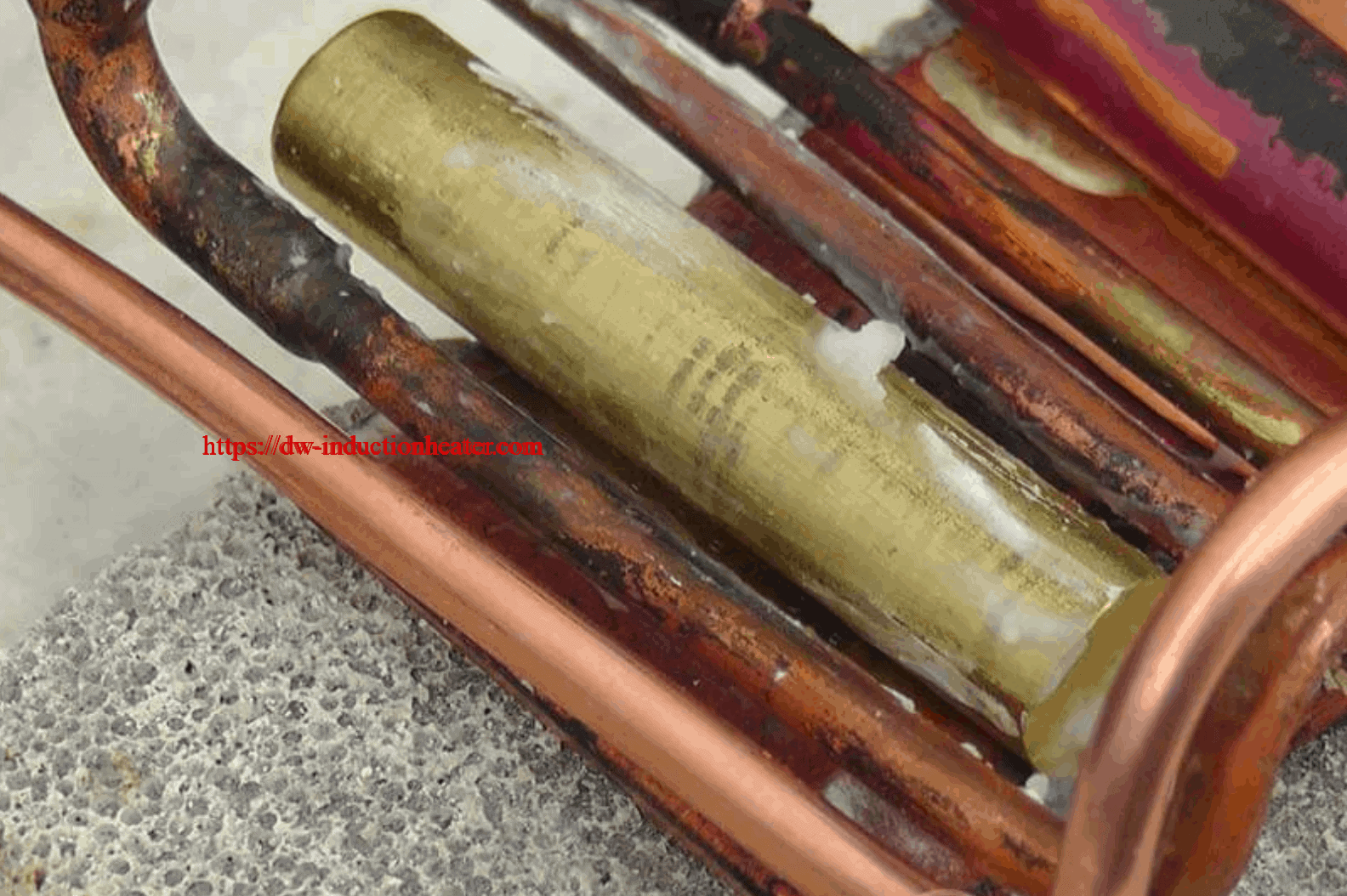
ਇੰਡਕਸ਼ਨ ਬ੍ਰੈਜ਼ ਦੀ ਤਾਂਬੇ ਦੀ ਕੂਪਨ ਪਲੇਟ ਅਤੇ ਤਾਂਬੇ ਦੀ ਸਲਾਹੀ ਲਈ,, ਈ ਜ਼ੈਡ ਫਲੋ 45 ਬਰੇਜ਼ ਤਾਰ ਨੂੰ 2 ”ਲੰਬਾਈ ਵਿੱਚ ਕੱਟਿਆ ਗਿਆ ਸੀ ਅਤੇ ਇੰਟਰਫੇਸ ਖੇਤਰ ਵਿੱਚ ਰੱਖਿਆ ਗਿਆ ਸੀ. ਉਤਪਾਦਨ ਦੀ ਸਥਿਤੀ ਵਿੱਚ, ਈ ਜ਼ੈਡ ਫਲੋ 45 ਬਰੇਜ਼ਿੰਗ ਪੇਸਟ ਦੀ ਸਿਫਾਰਸ਼ ਕੀਤੀ ਜਾਂਦੀ ਹੈ. ਅਸੈਂਬਲੀ ਸਥਾਪਿਤ ਕੀਤੀ ਗਈ ਸੀ (ਫੋਟੋਆਂ ਵੇਖੋ) ਅਤੇ oyਸਤਨ 25 ਸੈਕਿੰਡ ਲਈ ਗਰਮ ਕੀਤਾ ਜਾਂਦਾ ਸੀ ਤਾਂ ਜੋ ਅਲਾਇਡ ਨੂੰ ਪ੍ਰਵਾਹ ਕੀਤਾ ਜਾ ਸਕੇ ਅਤੇ ਬ੍ਰੇਜ਼ ਪ੍ਰਾਪਤ ਕੀਤਾ ਜਾ ਸਕੇ.
ਪਿੱਤਲ ਅਤੇ ਪਿੱਤਲ ਦੇ ਵਿਚਕਾਰ ਧਾਤ ਪ੍ਰਤੀਰੋਧ ਦੇ ਅੰਤਰ ਕਾਰਨ, ਪਿੱਤਲ ਪੱਟੀ ਗਰਮੀ ਤਰਜੀਹੀ ਤੌਰ ਤੇ. ਪਲੇਟ ਸੈਕਸ਼ਨ ਵਿਚ ਬਾਰਾਂ ਨੂੰ ਤੋੜਨ ਲਈ ਤਿਆਰ ਕੀਤਾ ਗਿਆ ਕੋਇਲਾ ਡੰਡੇ ਨੂੰ ਗਰਮ ਕਰਦਾ ਹੈ ਅਤੇ ਇੰਡਕਸ਼ਨ ਨਾਲੋਂ ਗਰਮੀ ਪਲੇਟ ਵਿਚ ਵਧੇਰੇ ਟ੍ਰਾਂਸਫਰ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਜਿਸ ਨਾਲ ਬਾਰ ਬਾਰ ਪਲੇਟ ਦੇ ਸ਼ੁਰੂ ਵਿਚ ਤਾਪਮਾਨ ਤੋਂ ਪਹਿਲਾਂ ਪਹੁੰਚ ਜਾਂਦਾ ਹੈ. ਜੇ ਸਮੱਗਰੀ ਇਕੋ ਜਿਹੀ ਹੈ (ਤਾਂਪਰ ਤੋਂ ਪਿੱਤਲ ਜਾਂ ਪਿੱਤਲ ਤੋਂ ਪਿੱਤਲ, ਤਾਂ ਇਹ ਕੋਈ ਸਮੱਸਿਆ ਨਹੀਂ ਹੈ. ਜੇਕਰ ਬਾਰ ਤਾਂਬਾ ਹੈ ਅਤੇ ਪਲੇਟ ਤਾਂ ਪਿੱਤਲ ਹੈ ਉਥੇ ਕੋਈ ਮਸਲੇ ਨਹੀਂ ਹਨ - ਸਿਰਫ ਤਾਂ ਜਦੋਂ ਬਾਰ ਪਿੱਤਲ ਹੈ ਅਤੇ ਪਲੇਟ ਤਾਂਬਾ ਹੈ. ਇਸ ਦੀ ਜ਼ਰੂਰਤ ਹੈ. ਪਿੱਤਲ ਦੀ ਡੰਡੇ ਤੋਂ ਪਿੱਤਲ ਦੀ ਪਲੇਟ ਵਿਚ ਗਰਮੀ ਦੇ ਤਬਾਦਲੇ ਲਈ ਟਾਈ ਦੀ ਆਗਿਆ ਦੇਣ ਦੀ ਸ਼ਕਤੀ ਨੂੰ ਘਟਾਉਣ ਦੀ ਸ਼ਕਤੀ.
ਨਤੀਜੇ / ਲਾਭ:
- ਮਜ਼ਬੂਤ ਟਿਕਾਊ ਜੋੜਾਂ
- ਚੁਣੌਤੀਅਤੇ ਸਟੀਕ ਗਰਮੀ ਦੇ ਜ਼ੋਨ, ਜਿਸਦਾ ਨਤੀਜਾ ਵੈਲਡਿੰਗ ਨਾਲੋਂ ਘੱਟ ਭਾਗਾਂ ਵਿੱਚ ਵਿਕਾਰ ਅਤੇ ਸਾਂਝੇ ਤਣਾਓ ਦਾ ਹੁੰਦਾ ਹੈ
- ਘੱਟ ਆਕਸੀਕਰਨ
- ਤੇਜ਼ ਗਰਮੀ ਦੇ ਚੱਕਰ
- ਬੈਚ ਪ੍ਰਾਸੈਸਿੰਗ ਦੀ ਲੋੜ ਤੋਂ ਬਿਨਾਂ ਵੱਡੇ ਪੱਧਰ ਦੇ ਉਤਪਾਦਨ ਲਈ ਵਧੇਰੇ ਅਨੁਕੂਲ ਨਤੀਜੇ ਅਤੇ ਅਨੁਕੂਲਤਾ
- ਲਾਟਰੀ ਬਰੇਜ਼ਿੰਗ ਤੋਂ ਸੁਰੱਖਿਅਤ
