ਥ੍ਰੈਡਿੰਗ ਪਾਰਟਸ ਲਈ ਉੱਚ ਫ੍ਰੀਕੁਐਂਸੀ ਇੰਡਕਸ਼ਨ ਪ੍ਰੀਹੀਟ
ਵੇਰਵਾ
ਉਦੇਸ਼
ਗਾਹਕ ਕਈ ਤਰ੍ਹਾਂ ਦੇ ਹਿੱਸਿਆਂ ਨੂੰ ਪਹਿਲਾਂ ਤੋਂ गरम ਕਰਦਾ ਹੈ ਤਾਂ ਕਿ ਉਹ ਫਿਰ ਥਰਿੱਡ ਕੀਤੇ ਜਾ ਸਕਣ. ਇਸ ਪਰੀਖਿਆ ਦਾ ਉਦੇਸ਼ ਹਰ ਹਿੱਸੇ ਨੂੰ 600 ਸੈਂਟੀਗਰੇਡ (316 ਡਿਗਰੀ ਸੈਂਟੀਗਰੇਡ) ਤੋਂ 30 ਸਕਿੰਟਾਂ ਵਿਚ ਪਹਿਲਾਂ ਤੋਂ ਹੀ ਸੇਕ ਦੇਣਾ ਹੈ.
ਉਪਕਰਣ
DW-HF-15kw ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਮਸ਼ੀਨ
 ਇਨਡੈਕਸ ਹੀਟਿੰਗ ਮਸ਼ੀਨ ਨੂੰ ਐਚਐਫ-ਐਕਸਗ xX
ਇਨਡੈਕਸ ਹੀਟਿੰਗ ਮਸ਼ੀਨ ਨੂੰ ਐਚਐਫ-ਐਕਸਗ xXਸਮੱਗਰੀ
ਨਮੂਨੇ ਵਾਲੇ ਹਿੱਸੇ ਗਾਹਕ ਦੁਆਰਾ ਪ੍ਰਦਾਨ ਕੀਤੇ ਗਏ ਸਨ. ਇਹਨਾਂ ਵਿੱਚ ਸ਼ਾਮਲ ਹਨ:
1 ਭਾਗ 0.375 ਚੁੰਬਕੀ ਸਟੀਲ ਦਾ ਬਣਿਆ ਹੋਇਆ ਹੈ ਜਿਸ ਦੇ ਨਾਲ 9.525 ”(XNUMX ਮਿਲੀਮੀਟਰ) ਓ.ਡੀ.
2 ਭਾਗ 0.5 ਚੁੰਬਕੀ ਸਟੀਲ ਦਾ 12.7 ”(XNUMX ਮਿਲੀਮੀਟਰ) ਓਡੀ ਨਾਲ ਬਣਿਆ ਹੈ
3 ਭਾਗ 0.875 ਚੁੰਬਕੀ ਸਟੀਲ ਦਾ ਬਣਿਆ ਹੋਇਆ ਹੈ ਜਿਸ ਦੇ ਨਾਲ 22.225 ”(XNUMX ਮਿਲੀਮੀਟਰ) ਓ.ਡੀ.
4 ਭਾਗ 1.5 ਚੁੰਬਕੀ ਸਟੀਲ ਦਾ 38.1 ”(XNUMX ਮਿਲੀਮੀਟਰ) ਓਡੀ ਨਾਲ ਬਣਿਆ ਹੈ
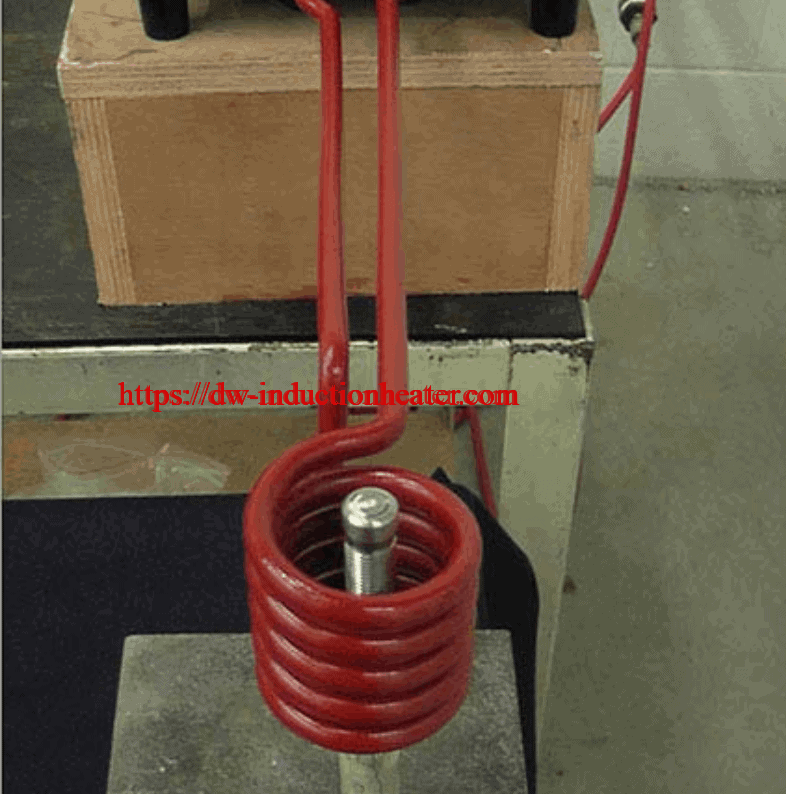
• ਦੋ ਕੋਇਲੇ ਵਰਤੇ ਗਏ ਸਨ. ਭਾਗ 1 ਨੂੰ 4 "(1.5 ਮਿਲੀਮੀਟਰ) ਓਡੀ ਨਾਲ ਗਰਮ ਕਰਨ ਲਈ ਕੋਇਲ 38.1. ਹੋਰ ਸਾਰੇ ਹਿੱਸੇ ਕੋਇਲ 2 ਨਾਲ ਗਰਮ ਕੀਤੇ ਗਏ ਸਨ.

ਕੁੰਜੀ ਪੈਰਾਮੀਟਰ
ਤਾਪਮਾਨ: ਲਗਭਗ 600 ° F (316 ° C)
ਪਾਵਰ:
• ਭਾਗ 1: 1.68 ਕਿਲੋਵਾਟ
• ਭਾਗ 2: 2.6 ਕਿਲੋਵਾਟ
• ਭਾਗ 3: 4.74 ਕਿਲੋਵਾਟ
• ਭਾਗ 4: 3.79 ਕਿਲੋਵਾਟ
ਸਮਾਂ: 30 ਸਕਿੰਟ ਤੋਂ ਘੱਟ

ਕਾਰਵਾਈ:
ਹਿੱਸਾ ਕੋਇਲ ਵਿਚ ਕੇਂਦਰਤ ਸੀ.
DW-HF-15kw ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਪਾਵਰ ਸਪਲਾਈ ਚਾਲੂ ਕੀਤੀ ਗਈ ਸੀ.
ਇੱਕ ਇਨਫਰਾਰੈੱਡ ਕੈਮਰਾ ਅਤੇ ਟੈਂਪਲੇਕ ਪੇਂਟ ਨਾਲ ਤਾਪਮਾਨ ਦੀ ਨਿਗਰਾਨੀ ਕੀਤੀ ਜਾਂਦੀ ਸੀ.
ਸਾਰੇ ਹਿੱਸੇ ਸਮਾਨ ਉਪਕਰਣ ਸੈਟਿੰਗਾਂ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਜਾਂਚ ਕੀਤੇ ਜਾ ਸਕਦੇ ਸਨ. ਭਾਗ for ਲਈ ਕੋਇਲ ਨੂੰ ਬਾਹਰ ਕੱ toਣ ਤੋਂ ਇਲਾਵਾ, ਗਰਮੀ ਦੇ ਚੱਕਰਾਂ ਵਿਚ ਕਿਸੇ ਤਬਦੀਲੀ ਦੀ ਲੋੜ ਨਹੀਂ ਸੀ, ਇਹ ਡੀਡਬਲਯੂ-ਐਚਐਫ -4 ਕਿਲੋਵਾਟ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਪਾਵਰ ਟੈਕਨੋਲੋਜੀ ਦੇ ਲਚਕਦਾਰ ਡਿਜ਼ਾਈਨ ਕਾਰਨ ਹੈ ਜੋ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਪ੍ਰਣਾਲੀ ਨੂੰ ਕਈ ਤਰ੍ਹਾਂ ਦੇ ਭਾਰ ਨੂੰ ਪੂਰਾ ਕਰਨ ਦੀ ਆਗਿਆ ਦਿੰਦਾ ਹੈ.
ਨਤੀਜੇ / ਲਾਭ:
ਸਮੇਂ ਅਤੇ ਤਾਪਮਾਨ ਦਾ ਸਹੀ ਨਿਯੰਤਰਣ
ਤੇਜ਼ ਗਰਮੀ ਚੱਕਰ ਦੇ ਨਾਲ ਮੰਗ 'ਤੇ ਪਾਵਰ
ਦੁਹਰਾਓਯੋਗ ਪ੍ਰਕਿਰਿਆ, ਓਪਰੇਟਰ ਨਿਰਭਰ ਨਹੀਂ ਜਦੋਂ ਹਿੱਸੇ ਆਲ੍ਹਣੇ ਜਾਂ ਫਿਕਸਚਰ ਵਿੱਚ ਸੈਟ ਕੀਤੇ ਜਾਂਦੇ ਹਨ