





ਸੀਐਨਸੀ ਹਰੀਜ਼ਟਲ ਇੰਡਕਸ਼ਨ ਹਾਰਡਨਿੰਗ ਮਸ਼ੀਨ ਟੂਲਸ
ਵੇਰਵਾ
ਸੀਐਨਸੀ ਹਰੀਜ਼ੱਟਲ ਇੰਡਕਸ਼ਨ ਹਾਰਡਨਿੰਗ ਮਸ਼ੀਨ ਟੂਲ ਇੰਡਕਸ਼ਨ ਹਾਰਡਨਿੰਗ ਪ੍ਰਕਿਰਿਆ ਲਈ ਵਰਤੇ ਜਾਣ ਵਾਲੇ ਉੱਨਤ ਉਪਕਰਣ ਹਨ। ਇਹ ਮਸ਼ੀਨਾਂ ਇੰਡਕਸ਼ਨ ਹਾਰਡਨਿੰਗ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਨਿਯੰਤਰਿਤ ਕਰਨ ਲਈ ਕੰਪਿਊਟਰ ਸੰਖਿਆਤਮਕ ਨਿਯੰਤਰਣ (ਸੀਐਨਸੀ) ਤਕਨਾਲੋਜੀ ਦੀ ਵਰਤੋਂ ਕਰਦੀਆਂ ਹਨ, ਨਤੀਜੇ ਵਜੋਂ ਇਕਸਾਰ ਅਤੇ ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੇ ਕਠੋਰ ਹਿੱਸੇ ਹੁੰਦੇ ਹਨ।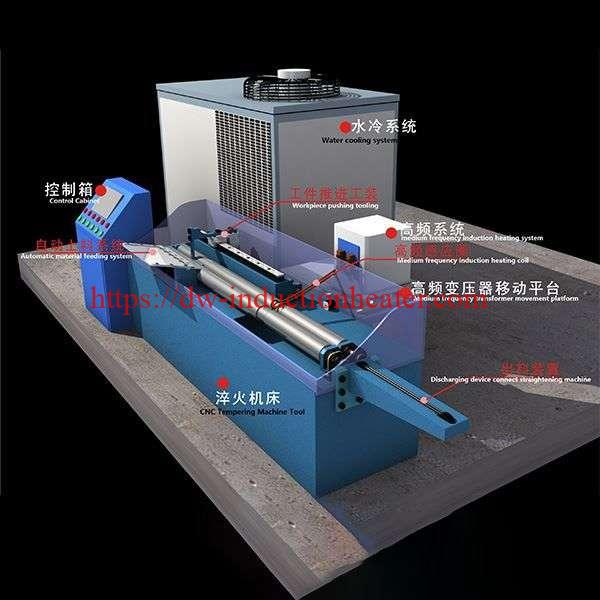
ਇਹਨਾਂ ਮਸ਼ੀਨਾਂ ਦਾ ਹਰੀਜੱਟਲ ਡਿਜ਼ਾਇਨ ਵਰਕਪੀਸ ਨੂੰ ਅਸਾਨੀ ਨਾਲ ਲੋਡਿੰਗ ਅਤੇ ਅਨਲੋਡ ਕਰਨ ਦੀ ਆਗਿਆ ਦਿੰਦਾ ਹੈ, ਉਹਨਾਂ ਨੂੰ ਵੱਡੇ ਉਤਪਾਦਨ ਅਤੇ ਉੱਚ-ਆਵਾਜ਼ ਨਿਰਮਾਣ ਵਾਤਾਵਰਣ ਲਈ ਢੁਕਵਾਂ ਬਣਾਉਂਦਾ ਹੈ। ਸੀਐਨਸੀ ਨਿਯੰਤਰਣ ਪ੍ਰਣਾਲੀ ਓਪਰੇਟਰਾਂ ਨੂੰ ਖਾਸ ਸਖ਼ਤ ਪੈਰਾਮੀਟਰਾਂ ਜਿਵੇਂ ਕਿ ਹੀਟਿੰਗ ਤਾਪਮਾਨ, ਗਰਮ ਕਰਨ ਦਾ ਸਮਾਂ, ਅਤੇ ਬੁਝਾਉਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਪ੍ਰੋਗ੍ਰਾਮ ਕਰਨ ਦੇ ਯੋਗ ਬਣਾਉਂਦਾ ਹੈ, ਸਹੀ ਅਤੇ ਦੁਹਰਾਉਣ ਯੋਗ ਨਤੀਜਿਆਂ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਂਦਾ ਹੈ।
ਇੰਡਕਸ਼ਨ ਹਾਰਡਨਿੰਗ ਇੱਕ ਤਾਪ ਇਲਾਜ ਪ੍ਰਕਿਰਿਆ ਹੈ ਜਿਸ ਵਿੱਚ ਇਲੈਕਟ੍ਰੋਮੈਗਨੈਟਿਕ ਇੰਡਕਸ਼ਨ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਧਾਤ ਦੇ ਹਿੱਸੇ ਦੀ ਸਤਹ ਨੂੰ ਗਰਮ ਕਰਨਾ ਸ਼ਾਮਲ ਹੁੰਦਾ ਹੈ, ਜਿਸ ਤੋਂ ਬਾਅਦ ਇੱਕ ਸਖ਼ਤ ਸਤਹ ਪਰਤ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਤੇਜ਼ ਬੁਝਾਉਣਾ ਹੁੰਦਾ ਹੈ। ਇਸ ਪ੍ਰਕਿਰਿਆ ਦੀ ਵਰਤੋਂ ਆਮ ਤੌਰ 'ਤੇ ਆਟੋਮੋਟਿਵ, ਏਰੋਸਪੇਸ ਅਤੇ ਨਿਰਮਾਣ ਉਦਯੋਗਾਂ ਵਿੱਚ ਗੀਅਰ, ਸ਼ਾਫਟ ਅਤੇ ਬੇਅਰਿੰਗਾਂ ਵਰਗੇ ਹਿੱਸਿਆਂ ਦੇ ਪਹਿਨਣ ਪ੍ਰਤੀਰੋਧ ਅਤੇ ਟਿਕਾਊਤਾ ਨੂੰ ਬਿਹਤਰ ਬਣਾਉਣ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।

ਸੀਐਨਸੀ ਹਰੀਜ਼ੱਟਲ ਦੇ ਤਕਨੀਕੀ ਵੇਰਵੇ ਆਕਸ਼ਨ ਸਖ਼ਤ ਮਸ਼ੀਨ ਟੂਲ (ਇਹ ਤੁਹਾਡੇ ਲਈ ਅਨੁਕੂਲਿਤ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ):
|
ਮਾਡਲ
|
LP-SK-600 | LP-SK-1200 | LP-SK-2000 | LP-SK-3000 |
|
ਅਧਿਕਤਮ ਹੋਲਡਿੰਗ ਲੰਬਾਈ(ਮਿਲੀਮੀਟਰ)
|
600 | 1200 | 2000 | 3000 |
| ਅਧਿਕਤਮ ਸਖ਼ਤ ਲੰਬਾਈ(ਮਿਲੀਮੀਟਰ) | 580 | 1180 | 1980 | 2980 |
| ਅਧਿਕਤਮ ਸਵਿੰਗ ਵਿਆਸ(ਮਿਲੀਮੀਟਰ) | ≤500 | ≤500 | ≤500 | ≤500 |
| ਵਰਕ-ਪੀਸ ਮੂਵਿੰਗ ਸਪੀਡ(mm/s) | 20 ~ 60 | 20 ~ 60 | 20 ~ 60 | 20 ~ 60 |
| ਰੋਟੇਸ਼ਨ ਸਪੀਡ(r/min) | 40 ~ 150 | 30 ~ 150 | 25 ~ 125 | 25 ~ 125 |
| ਟਿਪ ਮੂਵਿੰਗ ਸਪੀਡ (ਮਿਲੀਮੀਟਰ/ਮਿੰਟ) | 480 | 480 | 480 | 480 |
| ਵਰਕ-ਪੀਸ ਵਜ਼ਨ (ਕਿਲੋਗ੍ਰਾਮ) | ≤50 | ≤100 | ≤800 | ≤1200 |
| ਇਨਪੁਟ ਵੋਲਟੇਜ(V) | 3 ਪੜਾਅ 380V | 3 ਪੜਾਅ 380V | 3 ਪੜਾਅ 380V | 3 ਪੜਾਅ 380V |
| ਕੁੱਲ ਮੋਟਰ ਪਾਵਰ (KW) | 1.1 | 1.2 | 2 | 2.5 |
| ਹਰ ਵਾਰ ਕਠੋਰ ਮਾਤਰਾ | ਸਿੰਗਲ / ਡਬਲ | ਸਿੰਗਲ | ਸਿੰਗਲ | ਸਿੰਗਲ |

ਕਾਰਜ:
1. ਵੱਖ-ਵੱਖ ਵਰਕਪੀਸਾਂ ਨੂੰ ਬੁਝਾਉਣ ਅਤੇ ਟੈਂਪਰਿੰਗ ਲਈ ਉਚਿਤ, ਜਿਵੇਂ ਕਿ ਕ੍ਰੈਂਕਸ਼ਾਫਟ, ਗੀਅਰਜ਼, ਰੋਲਰ, ਗਾਈਡ ਰੇਲ ਅਤੇ ਹੋਰ ਹਿੱਸਿਆਂ ਦੀ ਇੰਡਕਸ਼ਨ ਕੁੰਜਿੰਗ।
2. ਇਸ ਵਿੱਚ ਨਿਰੰਤਰ ਬੁਝਾਉਣ, ਇੱਕੋ ਸਮੇਂ ਬੁਝਾਉਣ, ਖੰਡਿਤ ਨਿਰੰਤਰ ਬੁਝਾਉਣ, ਖੰਡਿਤ ਸਮਕਾਲੀ ਬੁਝਾਉਣ, ਆਦਿ ਦੇ ਕਾਰਜ ਹਨ।
3.CNC ਸਿਸਟਮ ਜਾਂ PLC ਅਤੇ ਬਾਰੰਬਾਰਤਾ ਪਰਿਵਰਤਨ ਸਪੀਡ ਰੈਗੂਲੇਸ਼ਨ ਸਿਸਟਮ ਵਰਕਪੀਸ ਪੋਜੀਸ਼ਨਿੰਗ ਅਤੇ ਸਕੈਨਿੰਗ ਨੂੰ ਮਹਿਸੂਸ ਕਰਨ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ PLC ਅਤੇ ਇੰਡਕਸ਼ਨ ਪਾਵਰ ਸਪਲਾਈ ਪੂਰੀ ਤਰ੍ਹਾਂ ਸਵੈਚਾਲਿਤ ਉਤਪਾਦਨ ਨੂੰ ਮਹਿਸੂਸ ਕਰਨ ਲਈ ਜੁੜੇ ਹੋਏ ਹਨ।
ਕੁੱਲ ਮਿਲਾ ਕੇ, ਸੀਐਨਸੀ ਹਰੀਜ਼ੋਂਟਲ ਇੰਡਕਸ਼ਨ ਹਾਰਡਨਿੰਗ ਮਸ਼ੀਨ ਟੂਲ ਆਧੁਨਿਕ ਨਿਰਮਾਣ ਕਾਰਜਾਂ ਵਿੱਚ ਧਾਤੂ ਦੇ ਹਿੱਸਿਆਂ ਦੀ ਸਟੀਕ ਅਤੇ ਕੁਸ਼ਲ ਇੰਡਕਸ਼ਨ ਹਾਰਡਨਿੰਗ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਜ਼ਰੂਰੀ ਉਪਕਰਣ ਹਨ।




