ਇੰਡਕਸ਼ਨ ਸਖਤੀ ਬਲੇਡ ਦੇ ਦੰਦ
ਵੇਰਵਾ
ਇੰਡਕਸ਼ਨ ਸਖਤ ਕਰਨਾ ਦੰਦ ਬਲੇਡ ਦਾ
ਇਕ ਸਟੀਲ ਆਰੀ ਬਲੇਡ ਦੇ ਦੰਦਾਂ ਨੂੰ ਸਖਤ ਕਰਨ ਦੀ ਸ਼ਮੂਲੀਅਤ ਦਾ odੰਗ "ਹਾਈ ਸਪੀਡ ਟੂਲ ਸਟੀਲ" ਦਾ ਬਣਿਆ ਹੋਇਆ ਹੈ, ਜਿਸ ਵਿਚ ਬਲੇਡ ਦੇ ਦੰਦਾਂ ਦੁਆਰਾ ਇਕ ਉੱਚ ਫ੍ਰੀਕੁਐਂਸੀ ਇੰਡਕਸ਼ਨ ਕਰੰਟ ਲੰਘਣਾ ਸ਼ਾਮਲ ਹੁੰਦਾ ਹੈ ਤਾਂ ਜੋ ਦੰਦਾਂ ਦੇ ਸਾਰੇ ਕਣ ਸਤ੍ਹਾ ਅਤੇ ਦੋਵੇਂ ਪਾਸੇ ਇਸਦੇ ਅੰਦਰਲੇ ਹਿੱਸੇ ਨੂੰ ਤਕਰੀਬਨ 2375 ″ F ਦੇ ਨਾਜ਼ੁਕ ਤਾਪਮਾਨ ਤੇ ਗਰਮ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਬਲੇਡ ਦੇ ਦੂਜੇ ਹਿੱਸਿਆਂ ਨੂੰ ਇਸੇ ਤਰ੍ਹਾਂ ਗਰਮ ਕਰਨ ਤੋਂ ਇਲਾਵਾ, ਪ੍ਰੇਰਿਤ ਵਰਤਮਾਨ ਦੀ ਬਾਰੰਬਾਰਤਾ ਅਤੇ ਵਿਸ਼ਾਲਤਾ ਨੂੰ ਨਿਯੰਤਰਿਤ ਕਰਦਾ ਹੈ ਤਾਂ ਜੋ ਦੰਦਾਂ ਵਿਚਲੀਆਂ ਸਾਰੀਆਂ ਕਾਰਬਾਈਡਜ਼ ਅੰਦਰ ਘੁਲਣ ਦੀ ਸਥਿਤੀ ਵਿਚ ਹੋਣ. ਸਟੀਲਿਟਿਕ ਮੈਟ੍ਰਿਕਸ ਅਮਲੀ ਤੌਰ 'ਤੇ ਜਿਵੇਂ ਹੀ ਸਟੀਲ ਨਾਜ਼ੁਕ ਤਾਪਮਾਨ' ਤੇ ਪਹੁੰਚ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਅਨਾਜ ਦੇ ਵਾਧੇ ਤੋਂ ਪਹਿਲਾਂ ਦੰਦਾਂ ਨੂੰ ਨਾਜ਼ੁਕ ਤਾਪਮਾਨ ਤੋਂ ਕਾਫ਼ੀ ਘੱਟ ਤਾਪਮਾਨ 'ਤੇ ਠੰਡਾ ਕਰਨਾ; ਜਾਂ ਤਾਂ ਪੂਰੇ ਬਲੇਡ ਨੂੰ ਸਖਤ ਕਰਨ ਦੀ ਜਾਂ ਸਿਰਫ ਸੰਮਿਲਨ ਦੀ ਸਤਹ ਨੂੰ ਦੰਦ ਕਠੋਰ ਕਰਨ ਦੀ ਬਜਾਏ.

ਸਖਤ ਕਰਨ ਵਾਲੀ ਐਪਲੀਕੇਸ਼ਨ ਲਈ ਬਲੇਡ ਦੇ ਸੁੱਤੇ ਦੰਦ; ਉਦੇਸ਼ ਹੀਟਿੰਗ ਦੇ ਸਮੇਂ ਨੂੰ ਘਟਾਉਣਾ ਹੈ
ਪਦਾਰਥ: ਆਰੀ ਬਲੇਡ ਦਾ ਭਾਗ
ਤਾਪਮਾਨ: 1650 ºF (899 ºC)
ਬਾਰੰਬਾਰਤਾ: 134 kHz
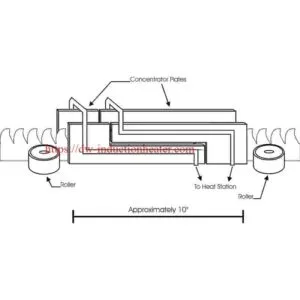
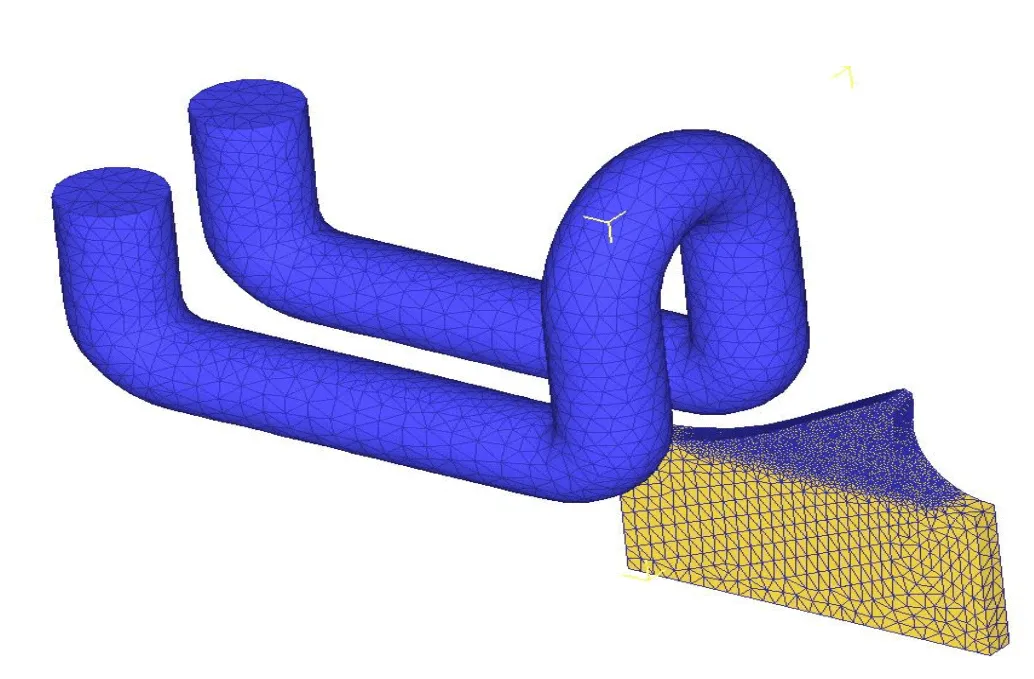
ਉਪਕਰਣ: DW-UHF-30kW 50-150 kHz ਆਵਾਜਾਈ ਹੀਟਿੰਗ ਸਿਸਟਮ ਅੱਠ 1.0 μF ਕੈਪੇਸਿਟਰ ਰੱਖਣ ਵਾਲੇ ਰਿਮੋਟ ਵਰਕਹੈੱਡ ਨਾਲ ਲੈਸ ਹੈ. ਇਕ ਮਲਟੀਪਲ ਪੋਜੀਸ਼ਨ ਦੋ-ਟਰਨ ਹੇਲਿਕਲ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਕੋਇਲ ਇਸ ਐਪਲੀਕੇਸ਼ਨ ਲਈ ਖਾਸ ਤੌਰ 'ਤੇ ਤਿਆਰ ਕੀਤੀ ਗਈ ਹੈ ਅਤੇ ਵਿਕਸਤ ਕੀਤੀ ਗਈ ਹੈ

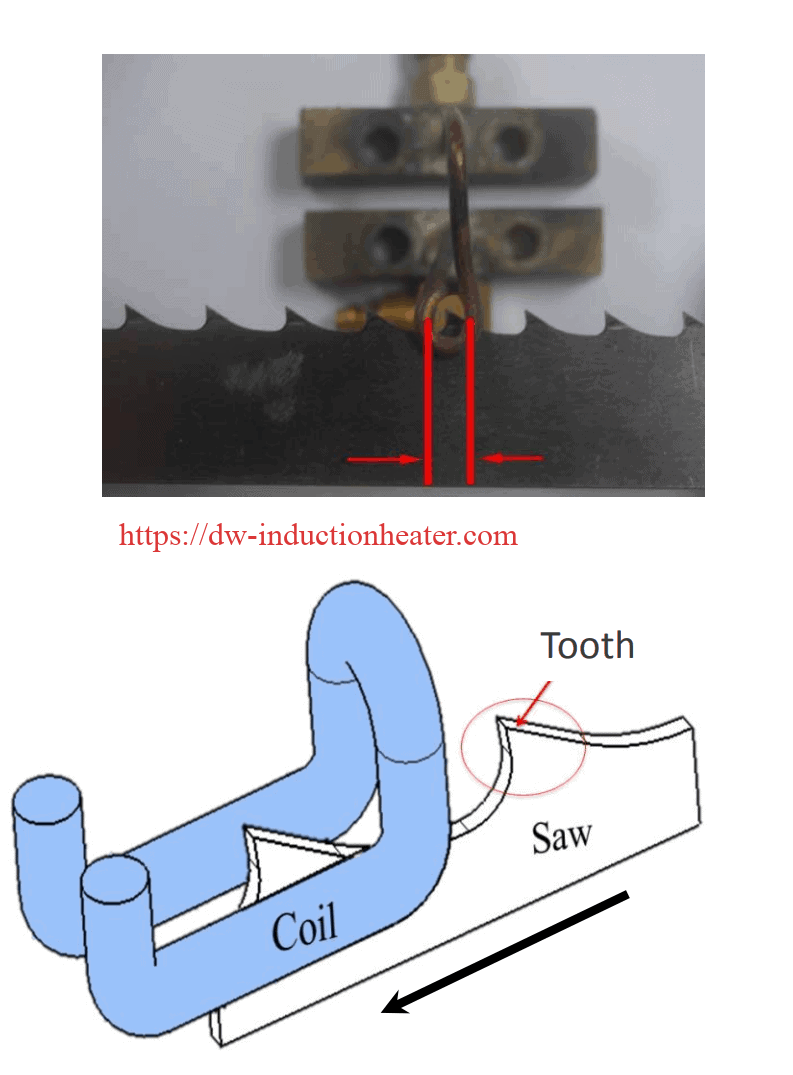
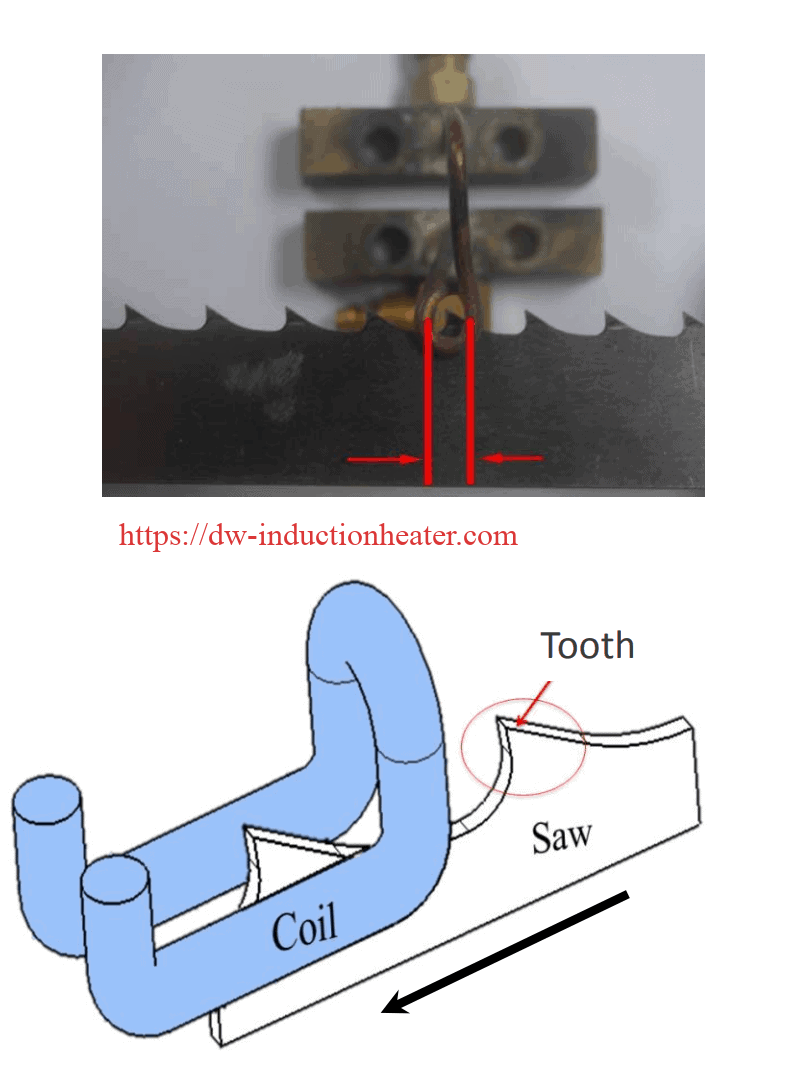
ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਕੁਆਇਲ ਵਿਕਸਤ ਕੀਤੀ ਗਈ ਸੀ ਤਾਂ ਜੋ ਇਹ ਦੰਦ ਦੀ ਬਾਹਰੀ ਕਿਨਾਰੇ ਘਾਟੀ ਵਿਚ ਗਰਮੀ ਨੂੰ ਕੇਂਦਰਤ ਨਾ ਕਰੇ. ਹਿੱਸਾ ਲਗਭਗ 1/8 ”(3.2 ਮਿਲੀਮੀਟਰ) ਦੂਰ ਕੋਇਲੇ ਦੇ ਹੇਠਾਂ ਰੱਖਿਆ ਗਿਆ ਸੀ ਅਤੇ ਬਿਜਲੀ ਚਾਲੂ ਕੀਤੀ ਗਈ ਸੀ. 30 ਕਿਲੋਵਾਟ ਦੇ ਡਬਲਯੂ- ਯੂਐਚਐਫ ਦੇ ਨਾਲ ਆਵਾਜਾਈ ਹੀਟਿੰਗ ਪਾਵਰ ਸਪਲਾਈ ਪ੍ਰਤੀ ਦੰਦ ਦੀ ਨਿਸ਼ਾਨਾ ਦਰ ਦੇ ਅੰਦਰ ਤਾਪਮਾਨ ਨੂੰ ਗਰਮ ਕਰਨ ਵਾਲਾ ਹਿੱਸਾ
ਚਾਰ ਸਕਿੰਟ
ਨਤੀਜੇ / ਲਾਭ
ਸਪੀਡ: ਗਾਹਕ ਪਹਿਲਾਂ ਹੀ ਇੰਡਕਸ਼ਨ ਦੀ ਵਰਤੋਂ ਕਰ ਰਿਹਾ ਸੀ, ਪਰ ਵਾਧਾ ਕਰਨ ਲਈ ਉੱਚ ਪਾਵਰ ਸਿਸਟਮ ਤੇ ਅਪਗ੍ਰੇਡ ਕਰਨਾ ਚਾਹੁੰਦਾ ਸੀ
ਉਨ੍ਹਾਂ ਦੀ ਉਤਪਾਦਨ ਦਰ (ਪਹਿਲਾਂ ਐਚਐਲਕਿQ ਤੋਂ ਸ਼ਾਮਲ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ, ਕਲਾਇੰਟ ਨੇ ਇੱਕ ਮਸ਼ਾਲ ਵਰਤੀ.)
ਸ਼ੁੱਧਤਾ ਅਤੇ ਦੁਹਰਾਉਣਯੋਗਤਾ: ਇੱਕ ਮਸ਼ਾਲ ਇੰਨੀ ਸਟੀਕ ਨਹੀਂ ਹੁੰਦੀ ਜਿੰਨੀ ਪ੍ਰਵਾਨਗੀ ਹੈ ਅਤੇ ਨਾ ਹੀ ਇਹ ਦੁਹਰਾਉਣ ਯੋਗ ਹੈ, ਜਦੋਂ ਕਿ ਸ਼ਾਮਲ ਹੋ ਸਕਦਾ ਹੈ
ਬਹੁਤ ਹੀ ਦੁਹਰਾਉਣ ਯੋਗ ਹੋਣ ਲਈ ਲਾਗੂ ਕੀਤਾ
ਕੁਸ਼ਲਤਾ: ਇੰਡਕਸ਼ਨ ਸਖਤ ਕਰਨਾ ਇੱਕ ਮਸ਼ਾਲ ਨਾਲੋਂ ਘੱਟ energyਰਜਾ ਦੀ ਵਰਤੋਂ ਕਰਦਾ ਹੈ ਅਤੇ ਤੁਰੰਤ ਹੀਟਿੰਗ / ਬੰਦ ਹੋਣ ਦੀ ਪੇਸ਼ਕਸ਼ ਕਰਦਾ ਹੈ