
ਇੰਡਕਸ਼ਨ ਪ੍ਰੀਹੀਟ ਵੈਲਡਿੰਗ ਸਟੀਲ ਦੇ ਡੰਡੇ
ਵੇਰਵਾ
ਇੰਡਕਸ਼ਨ ਪ੍ਰੀਹੀਟ ਵੈਲਡਿੰਗ ਸਟੀਲ ਡੰਡੇ ਐਪਲੀਕੇਸ਼ਨਜ਼
ਉਦੇਸ਼ ਕਿਸੇ ਪ੍ਰਮੁੱਖ ਉਪਕਰਣ ਨਿਰਮਾਤਾ ਲਈ ਵੈਲਡਿੰਗ ਐਪਲੀਕੇਸ਼ਨ ਲਈ ਸਟੀਲ ਦੀਆਂ ਸਲਾਖਾਂ ਨੂੰ 500 ºF (260 ºC) ਤੱਕ ਪ੍ਰੀਹੀਟ ਕਰਨਾ
ਪਦਾਰਥ: ਗਾਹਕ ਸਪਲਾਈ ਕੀਤੇ ਸਟੀਲ ਦੇ ਪਿੰਨ (ਵੱਖਰੇ 2ਸਤਨ 51 ”/ XNUMXmm)
ਤਾਪਮਾਨ: 500 ºF (260 ºC)
ਫ੍ਰੀਕਿਊਂਸੀ: 100 driver ਵਰਤਣ
ਉਪਕਰਣ: ਡੀ.ਡਬਲਯੂ-ਐਚ.ਐਫ.-45 ਕੇਡਬਲਯੂ 50-150 ਕੇਹਰਟਜ਼ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਪ੍ਰਣਾਲੀ ਜਿਸ ਵਿਚ ਇਕ ਰਿਮੋਟ ਹੀਟ ਸਟੇਸ਼ਨ ਨਾਲ ਲੈਸ ਹੈ ਜਿਸ ਵਿਚ ਅੱਠ 1.0 μF ਕੈਪੇਸਿਟਰ ਹਨ.
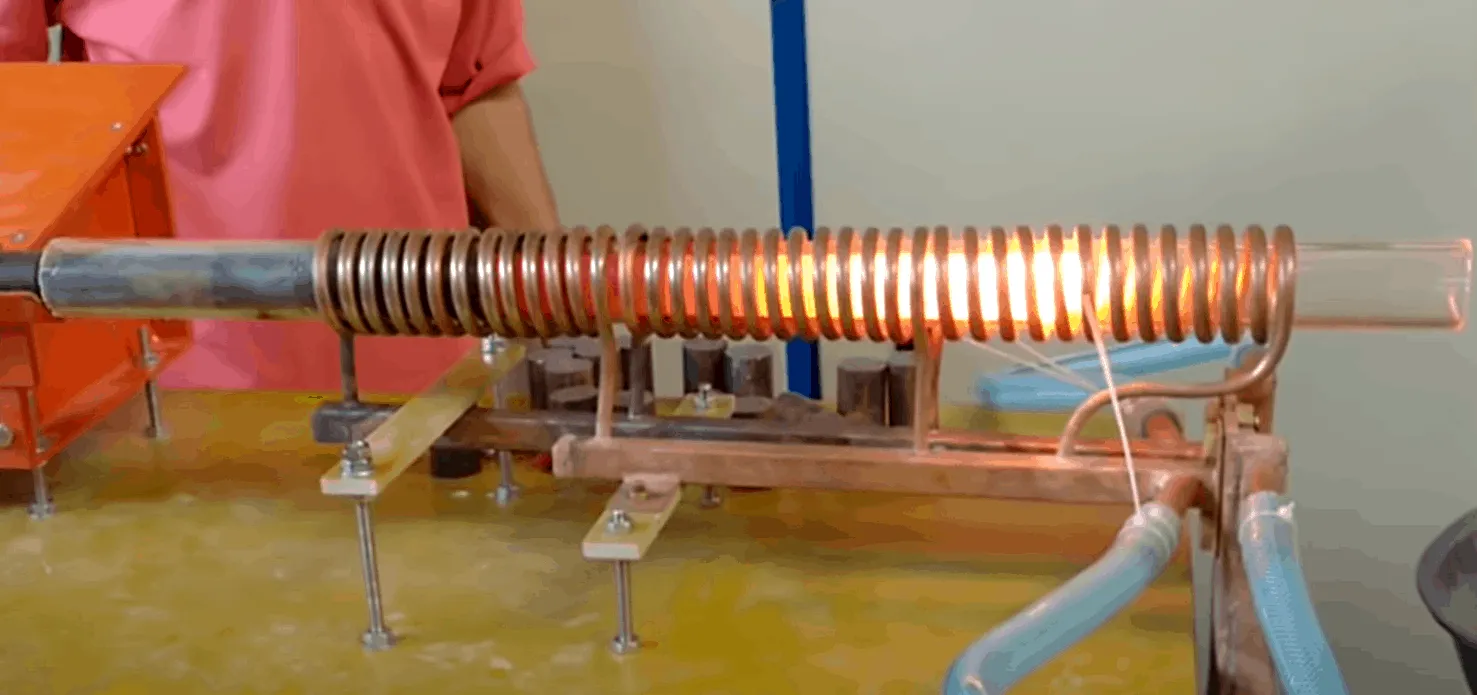
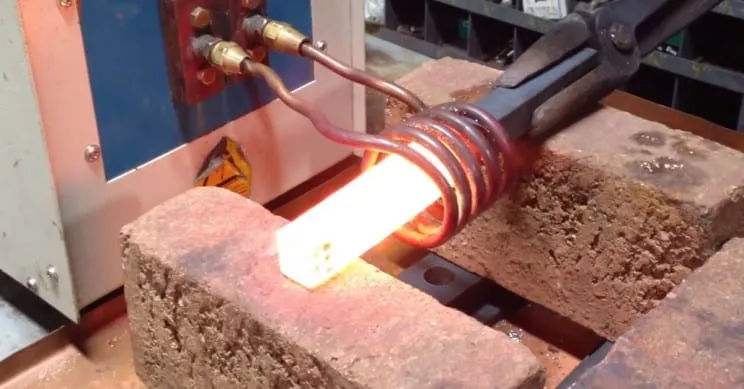
- ਇੱਕ ਮਲਟੀਪਲ ਸਥਿਤੀ ਦੋ-ਵਾਰੀ ਇਨਡੈਕਸ ਹੀਟਿੰਗ ਕੋਇਲ ਇਸ ਐਪਲੀਕੇਸ਼ਨ ਲਈ ਖਾਸ ਤੌਰ 'ਤੇ ਡਿਜ਼ਾਈਨ ਅਤੇ ਵਿਕਸਿਤ ਕੀਤਾ ਗਿਆ ਹੈ
ਇੰਡਕਸ਼ਨ ਪ੍ਰੀਹੀਟਿੰਗ ਪ੍ਰਕਿਰਿਆ: ਸਟੀਲ ਦੀ ਰਾਡ ਕੋਇਲੇ ਵਿਚ ਲੱਗੀ ਹੋਈ ਸੀ, ਅਤੇ ਗਰਮੀ ਚਾਲੂ ਕੀਤੀ ਗਈ ਸੀ. ਹਿੱਸਾ ਇਕ ਮਿੰਟ ਵਿਚ 600 ºF (316 ºC) ਤੱਕ ਪਹੁੰਚ ਗਿਆ. ਬਿਜਲੀ ਬੰਦ ਕਰ ਦਿੱਤੀ ਗਈ ਸੀ ਅਤੇ ਡੰਡ ਦੀ ਨਿਗਰਾਨੀ 30 ਸੈਕਿੰਡ ਲਈ ਕੀਤੀ ਗਈ ਸੀ ਤਾਂ ਜੋ ਇਹ ਸੁਨਿਸਚਿਤ ਕੀਤਾ ਜਾ ਸਕੇ ਕਿ ਬਾਹਰਲੀ ਪਰਤ 500 ºF (260 ºC) ਤੋਂ ਹੇਠਾਂ ਨਹੀਂ ਆਉਂਦੀ.

ਐਪਲੀਕੇਸ਼ਨ ਲੈਬ ਦੇ ਤਜ਼ਰਬਿਆਂ ਅਤੇ ਟੈਸਟਿੰਗ ਦੇ ਅਧਾਰ ਤੇ, ਜਿੰਨਾ ਸਮਾਂ ਗਰਮ ਕਰਨ ਦਾ ਹੁੰਦਾ ਹੈ, ਘੱਟ ਪਾਵਰ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ.
ਇਸ ਦੇ ਨਾਲ ਹੀਟਿੰਗ ਦਾ ਸਮਾਂ ਜਿੰਨਾ ਜ਼ਿਆਦਾ ਰਹੇਗਾ, ਓਨਾ ਹੀ ਲੰਬਾ ਬਾਹਰ ਦਾ ਤਾਪਮਾਨ 500 ºF ਤੋਂ ਉੱਪਰ ਰਹੇਗਾ.
ਇਸਦੇ ਪ੍ਰਕਾਸ਼ ਵਿੱਚ, ਵਾਧੂ ਸੰਭਾਵਨਾਵਾਂ ਹੁੰਦੀਆਂ ਹਨ ਜਦੋਂ ਇਹ ਬਿਜਲੀ ਸਪਲਾਈ ਦੀ ਗੱਲ ਆਉਂਦੀ ਹੈ, ਇੱਕ 15-ਕੇਡਬਲਯੂ ਇੰਡੈਕਸ਼ਨ ਹੀਟਰ ਤੋਂ ਦੋ-ਪੋਜੀਸ਼ਨ ਵਾਲੀ ਕੋਇਲ, ਜਿਸ ਵਿੱਚ ਦੋ ਮਿੰਟ ਦਾ ਹੀਟਿੰਗ ਟਾਈਮ ਹੁੰਦਾ ਹੈ, 45kW ਤੱਕ ਹੁੰਦਾ ਹੈ ਆਵਾਜਾਈ ਹੀਟਿੰਗ ਸਿਸਟਮ ਇੱਕ ਚਾਰ-ਸਥਿਤੀ ਵਾਲੀ ਕੋਇਲ ਅਤੇ ਇੱਕ ਮਿੰਟ ਦਾ ਹੀਟਿੰਗ ਸਮਾਂ.
ਨਤੀਜੇ / ਲਾਭ
ਸਹੀ ਹੀਟਿੰਗ: ਗਾਹਕ ਅੱਗ ਤੋਂ ਸਵਿਚ ਕਰਨ ਵੱਲ ਦੇਖ ਰਿਹਾ ਹੈ, ਕਿਉਂਕਿ ਇੰਡਕਸ਼ਨ ਵਧੇਰੇ ਸਟੀਕ, ਦੁਹਰਾਉਣ ਯੋਗ ਹੀਟਿੰਗ ਦੀ ਪੇਸ਼ਕਸ਼ ਕਰ ਸਕਦਾ ਹੈ
- ਘੁਸਪੈਠ: ਮਸ਼ਾਲ ਦੀ ਤੁਲਨਾ ਵਿਚ ਇੰਡਕਸ਼ਨ ਪਿਨ ਵਿਚ ਘੁਸਪੈਠ ਕਰਨਾ ਇਕ ਵਧੀਆ ਕੰਮ ਕਰਦਾ ਹੈ, ਜਿਸ ਲਈ ਜ਼ਰੂਰੀ ਹੈ
ਵੈਲਡਿੰਗ ਲਈ preheating
- ਸਪੀਡ: ਇੰਡਕਸ਼ਨ ਤੇਜ਼ ਹੀਟਿੰਗ ਨੂੰ ਸਮਰੱਥ ਬਣਾਉਂਦਾ ਹੈ ਜੋ ਟਾਰਚ ਹੀਟਿੰਗ ਦੇ ਮੁਕਾਬਲੇ ਉਤਪਾਦਨ ਨੂੰ ਵਧਾ ਸਕਦਾ ਹੈ
- ਹਿੱਸੇ ਦੀ ਕੁਆਲਟੀ: ਇਕ ਮਸ਼ਾਲ ਹਿੱਸੇ ਨੂੰ ਭੁਰਭੁਰਾ ਬਣਾ ਸਕਦੀ ਹੈ, ਜਿਸ ਨਾਲ ਪ੍ਰੇਰਣਾ ਲਾਭਦਾਇਕ ਹੈ
- ਕੰਮ ਦਾ ਵਾਤਾਵਰਣ: ਇੰਡਕਸ਼ਨ ਪ੍ਰੀਹੀਟ ਵੈਲਡਿੰਗ ਇੱਕ ਸੁਰੱਖਿਅਤ ਹੀਟਿੰਗ methodੰਗ ਹੈ ਜੋ ਕੰਮ ਦੇ ਸਥਾਨ ਵਿੱਚ ਅੱਗ ਦੀ ਬਜਾਏ ਘੱਟ ਗਰਮੀ ਦੀ ਸ਼ੁਰੂਆਤ ਕਰਦਾ ਹੈ



