ਇੰਡਕਾਨਨ ਸੁੱਜਣਾ ਸਾਢੇ ਬਲੇਡ
ਵੇਰਵਾ
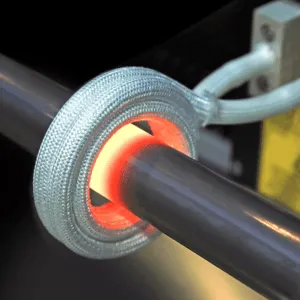
ਆਕਸ਼ਨ ਸੁੱਘੜਦੇ ਹੋਏ ਬਲੇਡਜ਼ ਹਾਈ ਫ੍ਰੀਕੁਐਂਸੀ ਹੀਟਰ ਨਾਲ ਵੇਖੋ
ਸਟੀਲ ਨੂੰ ਵਾਪਸ ਖਿੱਚਣ ਲਈ ਉਦੇਸ਼ ਪ੍ਰਯੋਗ ਇੰਡੈਕਸ਼ਨਿੰਗ ਹੀਟਿੰਗ 50 ਅਤੇ 52 ਦੇ ਵਿਚਕਾਰ ਇੱਕ ਰੌਕਵੈਲ ਦੀ ਕਠੋਰਤਾ ਤੇ ਬਲੇਡਾਂ ਨੂੰ ਦੇਖਿਆ. ਕਠੋਰਤਾ ਦੰਦਾਂ ਅਤੇ ਬਲੇਡ ਦੇ ਪਿਛਲੇ ਵਿਚਕਾਰ 1/2 ਤੋਂ 1 ਬਿੰਦੂ ਦੇ ਅੰਦਰ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ. ਪ੍ਰੋਸੈਸਿੰਗ ਪ੍ਰਤੀ ਮਿੰਟ 60 ਇੰਚ ਦੀ ਦਰ ਨਾਲ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ
ਮੈਟੀਰੀਅਲ ਸਟੀਲ ਬੈਂਡ ਨੇ 2.125 ″ ਚੌੜਾ, 0.042 ″ ਮੋਟਾ ਮਾਪਿਆ ਬਲੇਡ ਦੇਖਿਆ
ਤਾਪਮਾਨ 700 ºF
ਫ੍ਰੀਕੁਐਂਸੀ 100 ਕਿਲੋਹਰਟਜ਼
ਉਪਕਰਣ DW-UHF-10kW ਆਉਟਪੁੱਟ ਸੋਲਡ-ਸਟੇਟ ਇੰਡਕਸ਼ਨ ਪਾਵਰ ਸਪਲਾਈ ਜਿਸ ਵਿੱਚ ਇੱਕ ਸਟੈਪ ਡਾਉਨ ਟ੍ਰਾਂਸਫਾਰਮਰ ਅਤੇ ਇੱਕ ਰਿਮੋਟ ਹੀਟ ਸਟੇਸ਼ਨ ਹੈ ਜਿਸ ਵਿੱਚ ਤਿੰਨ (3) ਬੱਸਾਂ ਅਤੇ ਅੱਠ (8) ਕੈਪੇਸਿਟਰ ਹਨ ਜਿਸਦੀ ਕੁੱਲ ਸਮਰੱਥਾ 0.66 F ਹੈ? ਇੱਕ ਵਾਟਰ-ਕੂਲਡ ਕੋਇਲ ਇਸ ਐਪਲੀਕੇਸ਼ਨ ਲਈ ਖਾਸ ਤੌਰ 'ਤੇ ਸਿੰਗਲ ਅਤੇ ਦੀ ਵਰਤੋਂ ਲਈ ਤਿਆਰ ਕੀਤੀ ਗਈ ਸੀ ਅਤੇ ਤਿਆਰ ਕੀਤੀ ਗਈ ਸੀ
ਡਬਲ ਮੋੜ

ਪ੍ਰਕਿਰਿਆ: ਅਮੈਰੀਥਰਮ ਉਪਕਰਣ ਹੇਠ ਦਿੱਤੇ ਟੀਚਿਆਂ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਵਰਤੇ ਗਏ ਸਨ:
Heat ਵੋਲਟੇਜ ਨੂੰ ਘਟਾਉਣ ਲਈ ਇਕ ਅਨੌਖੇ designedੰਗ ਨਾਲ ਡਿਜ਼ਾਈਨ ਕੀਤੇ ਚੈਨਲ ਕੋਇਲ ਅਤੇ ਸਟੈਪ ਡਾਉਨ ਟ੍ਰਾਂਸਫਾਰਮਰ ਦੀ ਵਰਤੋਂ ਦੁਆਰਾ ਲੋੜੀਂਦੀ ਗਰਮੀ ਪੈਟਰਨ ਪੂਰਾ ਕੀਤਾ ਗਿਆ ਸੀ.
Channel 60 ਇੰਚ ਪ੍ਰਤੀ ਮਿੰਟ ਦੀ ਫੀਡ ਰੇਟ ਵੀ ਵਿਲੱਖਣ ਚੈਨਲ ਕੋਇਲ ਅਤੇ ਵਿਸ਼ੇਸ਼ ਤੌਰ 'ਤੇ ਡਿਜ਼ਾਈਨ ਕੀਤੇ ਗਏ ਫਿਕਸਚਰ ਦੀ ਵਰਤੋਂ ਦੁਆਰਾ ਪੂਰਾ ਕੀਤਾ ਗਿਆ ਸੀ.
ਨਤੀਜੇ ਦੇ ਨਤੀਜੇ: ਗ੍ਰਾਹਕ ਦੁਆਰਾ ਸਥਾਪਤ ਅੰਤਮ ਟੀਚੇ ਨੂੰ ਪੂਰਾ ਕਰਦੇ ਹੋਏ, ਇੱਕ ਵਿਲਸਨ ਸੁਪਰਫੀਸ਼ੀਅਲ ਕਠੋਰਤਾ ਟੈਸਟਰ ਤੇ ਪੰਦਰਾਂ ਆਰੇ ਦੰਦਾਂ ਲਈ 50.3 ਆਰਸੀ ਦੀ ਕਠੋਰਤਾ ਮਾਪੀ ਗਈ ਸੀ.