



ਤੌਨੇ, ਚਾਂਦੀ, ਬਰੇਜ਼ਿੰਗ, ਸਟੀਲ ਅਤੇ ਸਟੀਲ ਸਮਗਰੀ ਆਦਿ ਦੇ ਜੋੜ ਲਈ ਆਵਰਤੀ ਬ੍ਰਜਿੰਗ ਬੁਨਿਆਦ.
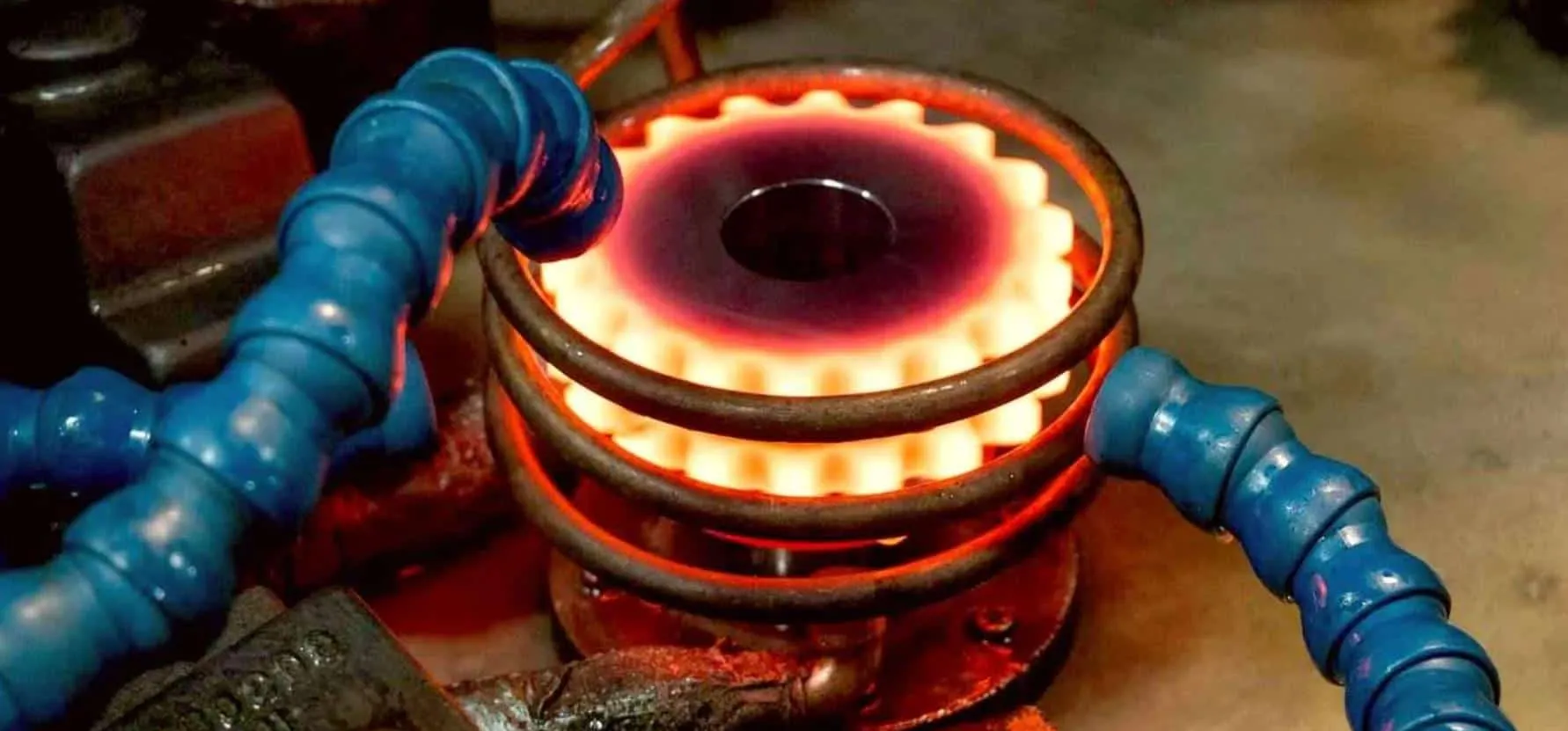
ਇੰਡਕਸ਼ਨ ਬ੍ਰੈਜ਼ਿੰਗ ਧਾਤ ਵਿੱਚ ਸ਼ਾਮਲ ਹੋਣ ਲਈ ਗਰਮੀ ਅਤੇ ਫਿਲਰ ਮੈਟਲ ਦੀ ਵਰਤੋਂ ਕਰਦੀ ਹੈ. ਇੱਕ ਵਾਰ ਪਿਘਲ ਜਾਣ ਤੇ, ਫਿਲਰ ਕੇਸ਼ਿਕਾ ਕਿਰਿਆ ਦੁਆਰਾ ਨਜ਼ਦੀਕੀ-ਫਿਟਿੰਗ ਬੇਸ ਧਾਤ (ਟੁਕੜੇ ਸ਼ਾਮਲ ਹੋਣ ਵਾਲੇ) ਵਿਚਕਾਰ ਵਹਿ ਜਾਂਦਾ ਹੈ. ਪਿਘਲੇ ਹੋਏ ਫਿਲਰ ਬੇਸ ਧਾਤ ਦੀ ਇਕ ਪਤਲੀ ਪਰਤ ਨਾਲ ਇਕ ਮਜ਼ਬੂਤ, ਲੀਕ-ਪਰੂਫ ਸੰਯੁਕਤ ਬਣਾਉਂਦੇ ਹਨ. ਬ੍ਰਜਿੰਗ ਲਈ ਗਰਮੀ ਦੇ ਵੱਖੋ ਵੱਖਰੇ ਸਰੋਤਾਂ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ: ਇੰਡਕਸ਼ਨ ਅਤੇ ਟਾਕਰੇ ਹੀਟਰ, ਤੰਦੂਰ, ਭੱਠੀ, ਮਸ਼ਾਲਾਂ, ਆਦਿ. ਇੱਥੇ ਤਿੰਨ ਆਮ ਬਰੇਜ਼ਿੰਗ ਵਿਧੀਆਂ ਹਨ: ਕੇਸ਼ਿਕਾ, ਖਾਈ ਅਤੇ ਮੋਲਡਿੰਗ. ਇੰਡਕਸ਼ਨ ਬਰੇਜ਼ਿੰਗ ਸਿਰਫ ਇਨ੍ਹਾਂ ਵਿਚੋਂ ਪਹਿਲੇ ਨਾਲ ਸਬੰਧਤ ਹੈ. ਅਧਾਰ ਧਾਤਾਂ ਵਿਚਕਾਰ ਸਹੀ ਪਾੜਾ ਹੋਣਾ ਬਹੁਤ ਜ਼ਰੂਰੀ ਹੈ. ਇੱਕ ਬਹੁਤ ਵੱਡਾ ਪਾੜਾ ਕੇਸ਼ਿਕਾ ਸ਼ਕਤੀ ਨੂੰ ਘੱਟ ਤੋਂ ਘੱਟ ਕਰ ਸਕਦਾ ਹੈ ਅਤੇ ਕਮਜ਼ੋਰ ਜੋੜਾਂ ਅਤੇ ਪੋਰਸਿੱਟੀ ਦਾ ਕਾਰਨ ਬਣ ਸਕਦਾ ਹੈ. ਥਰਮਲ ਵਿਸਥਾਰ ਦਾ ਮਤਲਬ ਹੈ ਕਿ ਬਰੇਜਿੰਗ 'ਤੇ ਧਾਤਾਂ ਲਈ ਪਾੜੇ ਦੀ ਗਣਨਾ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ, ਕਮਰੇ ਨਹੀਂ, ਤਾਪਮਾਨ. ਸਰਵੋਤਮ ਦੂਰੀ ਆਮ ਤੌਰ 'ਤੇ 0.05 ਮਿਲੀਮੀਟਰ - 0.1 ਮਿਲੀਮੀਟਰ ਹੁੰਦੀ ਹੈ. ਤੁਹਾਡੇ ਤੋੜਣ ਤੋਂ ਪਹਿਲਾਂ ਬਰੇਜ਼ਿੰਗ ਮੁਸ਼ਕਲ-ਮੁਕਤ ਹੁੰਦੀ ਹੈ. ਪਰ ਕੁਝ ਪ੍ਰਸ਼ਨਾਂ ਦੀ ਪੜਤਾਲ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ - ਅਤੇ ਉੱਤਰ ਦਿੱਤੇ ਗਏ ਹਨ - ਤਾਂ ਕਿ ਸਫਲਤਾਪੂਰਵਕ, ਲਾਗਤ ਨਾਲ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਸ਼ਮੂਲੀਅਤ ਦਾ ਭਰੋਸਾ ਦਿੱਤਾ ਜਾ ਸਕੇ. ਉਦਾਹਰਣ ਲਈ: ਬਰੇਜ਼ਿੰਗ ਲਈ ਅਧਾਰ ਧਾਤ ਕਿੰਨੇ suitableੁਕਵੇਂ ਹਨ; ਖਾਸ ਸਮੇਂ ਅਤੇ ਗੁਣਵੱਤਾ ਦੀਆਂ ਮੰਗਾਂ ਲਈ ਕੋਇਲੇ ਦਾ ਸਭ ਤੋਂ ਉੱਤਮ ਡਿਜ਼ਾਈਨ ਕੀ ਹੈ; ਕੀ ਬਰੇਜ਼ਿੰਗ ਮੈਨੂਅਲ ਜਾਂ ਆਟੋਮੈਟਿਕ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ?

DAWEI ਇੰਡਕਸ਼ਨ 'ਤੇ ਅਸੀਂ ਬ੍ਰੇਜਿੰਗ ਹੱਲ ਸੁਝਾਉਣ ਤੋਂ ਪਹਿਲਾਂ ਇਨ੍ਹਾਂ ਅਤੇ ਹੋਰ ਮਹੱਤਵਪੂਰਣ ਬਿੰਦੂਆਂ ਦਾ ਜਵਾਬ ਦਿੰਦੇ ਹਾਂ. ਫਲੈਕਸ ਬੇਸ ਧਾਤ 'ਤੇ ਧਿਆਨ ਕੇਂਦ੍ਰਤ ਕਰਨਾ ਲਾਜ਼ਮੀ ਤੌਰ' ਤੇ ਇਕ ਘੋਲਨ ਵਾਲਾ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ ਜਿਸ ਨੂੰ ਬ੍ਰੈਕਸ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ ਉਨ੍ਹਾਂ ਨੂੰ ਫਲੈਕਸ ਕਿਹਾ ਜਾਂਦਾ ਹੈ. ਫਲੂਕਸ ਬੇਸ ਮੈਟਲਾਂ ਨੂੰ ਸਾਫ ਕਰਦਾ ਹੈ, ਨਵੇਂ ਆਕਸੀਕਰਨ ਨੂੰ ਰੋਕਦਾ ਹੈ, ਅਤੇ ਬ੍ਰੇਜ਼ਿੰਗ ਤੋਂ ਪਹਿਲਾਂ ਬਰੇਜ਼ਿੰਗ ਖੇਤਰ ਨੂੰ ਵੈੱਟ ਕਰਦਾ ਹੈ. ਲੋੜੀਂਦੀ ਪ੍ਰਵਾਹ ਨੂੰ ਲਾਗੂ ਕਰਨਾ ਬਹੁਤ ਜ਼ਰੂਰੀ ਹੈ; ਬਹੁਤ ਘੱਟ ਅਤੇ ਪ੍ਰਵਾਹ ਹੋ ਸਕਦਾ ਹੈ
ਆਕਸਾਈਡ ਨਾਲ ਸੰਤ੍ਰਿਪਤ ਹੁੰਦਾ ਹੈ ਅਤੇ ਬੇਸ ਧਾਤ ਨੂੰ ਬਚਾਉਣ ਦੀ ਆਪਣੀ ਯੋਗਤਾ ਗੁਆ ਦਿੰਦਾ ਹੈ. ਪ੍ਰਵਾਹ ਦੀ ਹਮੇਸ਼ਾ ਲੋੜ ਨਹੀਂ ਹੁੰਦੀ. ਫਾਸਫੋਰਸ-ਬੇਅਰਿੰਗ ਫਿਲਰ
ਤਾਂਬੇ ਦੇ ਧਾਤਾਂ, ਪਿੱਤਲ ਅਤੇ ਕਾਂਸੀ ਨੂੰ ਤੋੜਣ ਲਈ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ. ਸਰਗਰਮ ਵਾਯੂਮੰਡਲ ਅਤੇ ਖਲਾਅ ਨਾਲ ਫਲੈਕਸ ਮੁਕਤ ਬਰੇਜ਼ਿੰਗ ਵੀ ਸੰਭਵ ਹੈ, ਪਰੰਤੂ ਫਿਰ ਬ੍ਰੇਜ਼ਿੰਗ ਨੂੰ ਨਿਯੰਤਰਿਤ ਵਾਤਾਵਰਣ ਚੈਂਬਰ ਵਿੱਚ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ. ਇਕ ਵਾਰ ਜਦੋਂ ਮੈਟਲ ਫਿਲਰ ਇਕਸਾਰ ਹੋ ਜਾਂਦਾ ਹੈ ਤਾਂ ਪ੍ਰਵਾਹ ਨੂੰ ਆਮ ਤੌਰ 'ਤੇ ਹਿੱਸੇ ਤੋਂ ਹਟਾ ਦੇਣਾ ਚਾਹੀਦਾ ਹੈ. ਹਟਾਉਣ ਦੇ ਵੱਖੋ ਵੱਖਰੇ methodsੰਗਾਂ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਸਭ ਤੋਂ ਆਮ ਪਾਣੀ ਦੀ ਬੁਨਿਆਦ, ਅਚਾਰ ਅਤੇ ਤਾਰ ਬੁਰਸ਼.




